Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 119
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022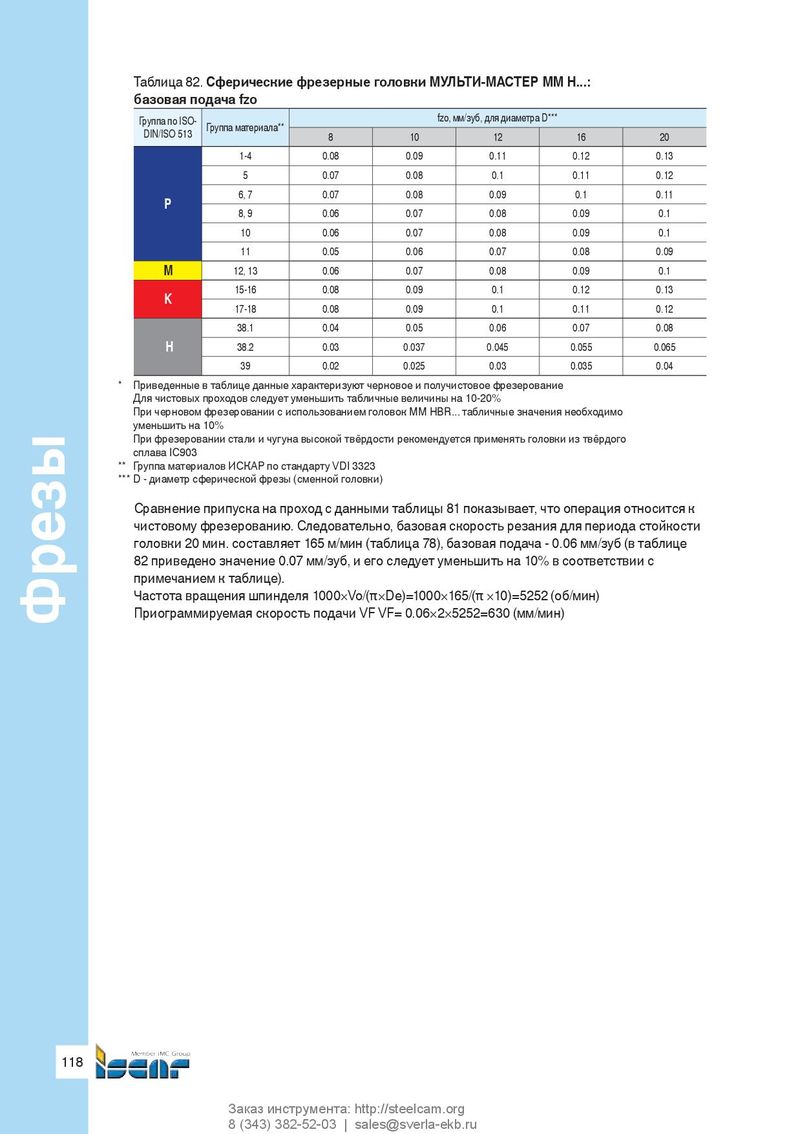
Таблица 82. Сферические фрезерные головки МУЛЬТИ-МАСТЕР ММ Н...: базовая подача fzo Группа по ISO- fzo, мм/зуб, для диаметра D*** Группа материала** DIN/ISO 513 8 10 12 16 20 1-4 0.08 0.09 0.11 0.12 0.13 5 0.07 0.08 0.1 0.11 0.12 6, 7 0.07 0.08 0.09 0.1 0.11 P 8, 9 0.06 0.07 0.08 0.09 0.1 10 0.06 0.07 0.08 0.09 0.1 11 0.05 0.06 0.07 0.08 0.09 M 12, 13 0.06 0.07 0.08 0.09 0.1 15-16 0.08 0.09 0.1 0.12 0.13 K 17-18 0.08 0.09 0.1 0.11 0.12 38.1 0.04 0.05 0.06 0.07 0.08 H 38.2 0.03 0.037 0.045 0.055 0.065 39 0.02 0.025 0.03 0.035 0.04 * Приведенные в таблице данные характеризуют черновое и получистовое фрезерование Для чистовых проходов следует уменьшить табличные величины на 10-20% При черновом фрезеровании с использованием головок MM HBR... табличные значения необходимо уменьшить на 10% При фрезеровании стали и чугуна высокой твёрдости рекомендуется применять головки из твёрдого сплава IC903 ** Группа материалов ИСКАР по стандарту VDI 3323 *** D - диаметр сферической фрезы (сменной головки) Сравнение припуска на проход с данными таблицы 81 показывает, что операция относится к чистовому фрезерованию. Следовательно, базовая скорость резания для периода стойкости головки 20 мин. составляет 165 м/мин (таблица 78), базовая подача - 0.06 мм/зуб (в таблице 82 приведено значение 0.07 мм/зуб, и его следует уменьшить на 10% в соответствии с примечанием к таблице). Частота вращения шпинделя 1000×Vo/(π×De)=1000×165/(π ×10)=5252 (об/мин) Приограммируемая скорость подачи VF VF= 0.06×2×5252=630 (мм/мин) Фрезы 118 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 118 5/15/11 2:53 PM