Руководство Iscar режущий инструмент в производстве штампов и пресс-форм - страница 111
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022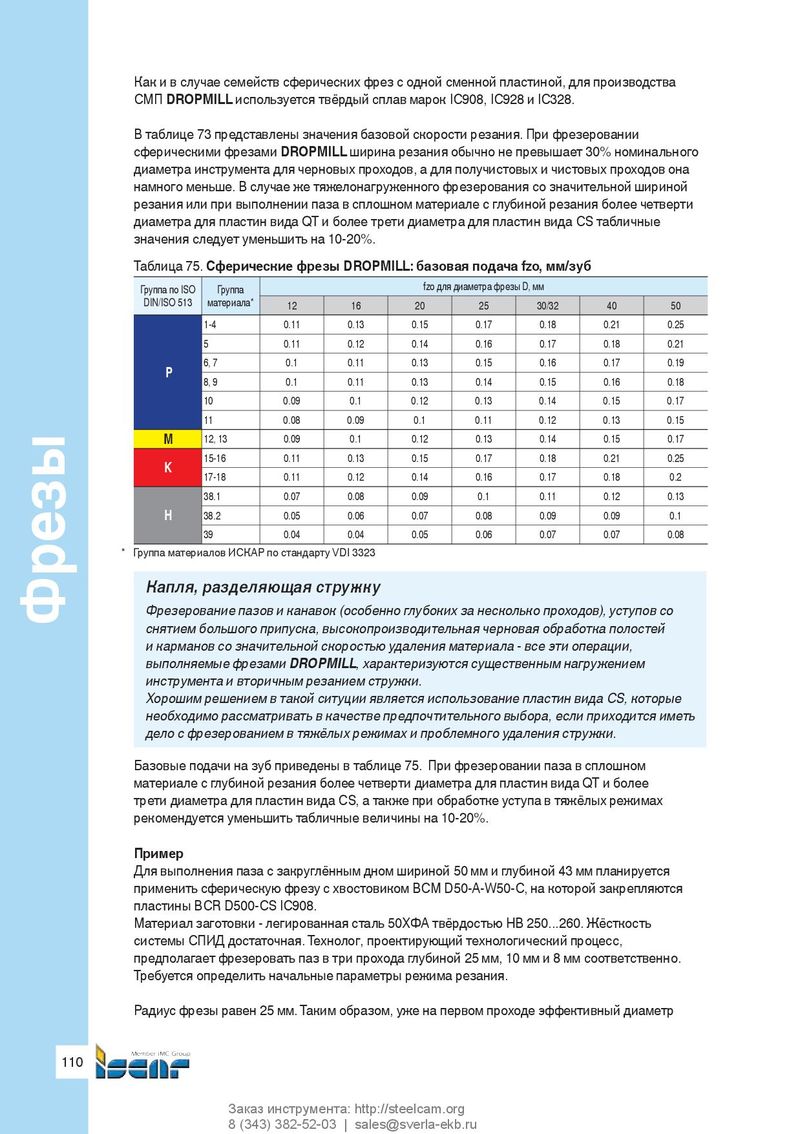
Как и в случае семейств сферических фрез с одной сменной пластиной, для производства СМП DROPMILL используется твёрдый сплав марок IC908, IC928 и IC328. В таблице 73 представлены значения базовой скорости резания. При фрезеровании сферическими фрезами DROPMILL ширина резания обычно не превышает 30% номинального диаметра инструмента для черновых проходов, а для получистовых и чистовых проходов она намного меньше. В случае же тяжелонагруженного фрезерования со значительной шириной резания или при выполнении паза в сплошном материале с глубиной резания более четверти диаметра для пластин вида QT и более трети диаметра для пластин вида CS табличные значения следует уменьшить на 10-20%. Таблица 75. Сферические фрезы DROPMILL: базовая подача fzo, мм/зуб Группа по ISO Группа fzo для диаметра фрезы D, мм DIN/ISO 513 материала* 12 16 20 25 30/32 40 50 1-4 0.11 0.13 0.15 0.17 0.18 0.21 0.25 5 0.11 0.12 0.14 0.16 0.17 0.18 0.21 6, 7 0.1 0.11 0.13 0.15 0.16 0.17 0.19 P 8, 9 0.1 0.11 0.13 0.14 0.15 0.16 0.18 10 0.09 0.1 0.12 0.13 0.14 0.15 0.17 11 0.08 0.09 0.1 0.11 0.12 0.13 0.15 M 12, 13 0.09 0.1 0.12 0.13 0.14 0.15 0.17 15-16 0.11 0.13 0.15 0.17 0.18 0.21 0.25 K 17-18 0.11 0.12 0.14 0.16 0.17 0.18 0.2 38.1 0.07 0.08 0.09 0.1 0.11 0.12 0.13 H 38.2 0.05 0.06 0.07 0.08 0.09 0.09 0.1 39 0.04 0.04 0.05 0.06 0.07 0.07 0.08 * Группа материалов ИСКАР по стандарту VDI 3323 Капля, разделяющая стружку Фрезерование пазов и канавок (особенно глубоких за несколько проходов), уступов со Фрезы снятием большого припуска, высокопроизводительная черновая обработка полостей и карманов со значительной скоростью удаления материала - все эти операции, выполняемые фрезами DROPMILL, характеризуются существенным нагружением инструмента и вторичным резанием стружки. Хорошим решением в такой ситуции является использование пластин вида CS, которые необходимо рассматривать в качестве предпочтительного выбора, если приходится иметь дело с фрезерованием в тяжёлых режимах и проблемного удаления стружки. Базовые подачи на зуб приведены в таблице 75. При фрезеровании паза в сплошном материале с глубиной резания более четверти диаметра для пластин вида QT и более трети диаметра для пластин вида CS, а также при обработке уступа в тяжёлых режимах рекомендуется уменьшить табличные величины на 10-20%. Пример Для выполнения паза с закруглённым дном шириной 50 мм и глубиной 43 мм планируется применить сферическую фрезу с хвостовиком BCM D50-A-W50-C, на которой закрепляются пластины BCR D500-CS IC908. Материал заготовки - легированная сталь 50ХФА твёрдостью HB 250...260. Жёсткость системы СПИД достаточная. Технолог, проектирующий технологический процесс, предполагает фрезеровать паз в три прохода глубиной 25 мм, 10 мм и 8 мм соответственно. Требуется определить начальные параметры режима резания. Радиус фрезы равен 25 мм. Таким образом, уже на первом проходе эффективный диаметр 110 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Die and Mold User Guide_7861458.indd 110 5/15/11 2:53 PM