Каталог Iscar вращающийся инструмент 2017 - страница 68
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022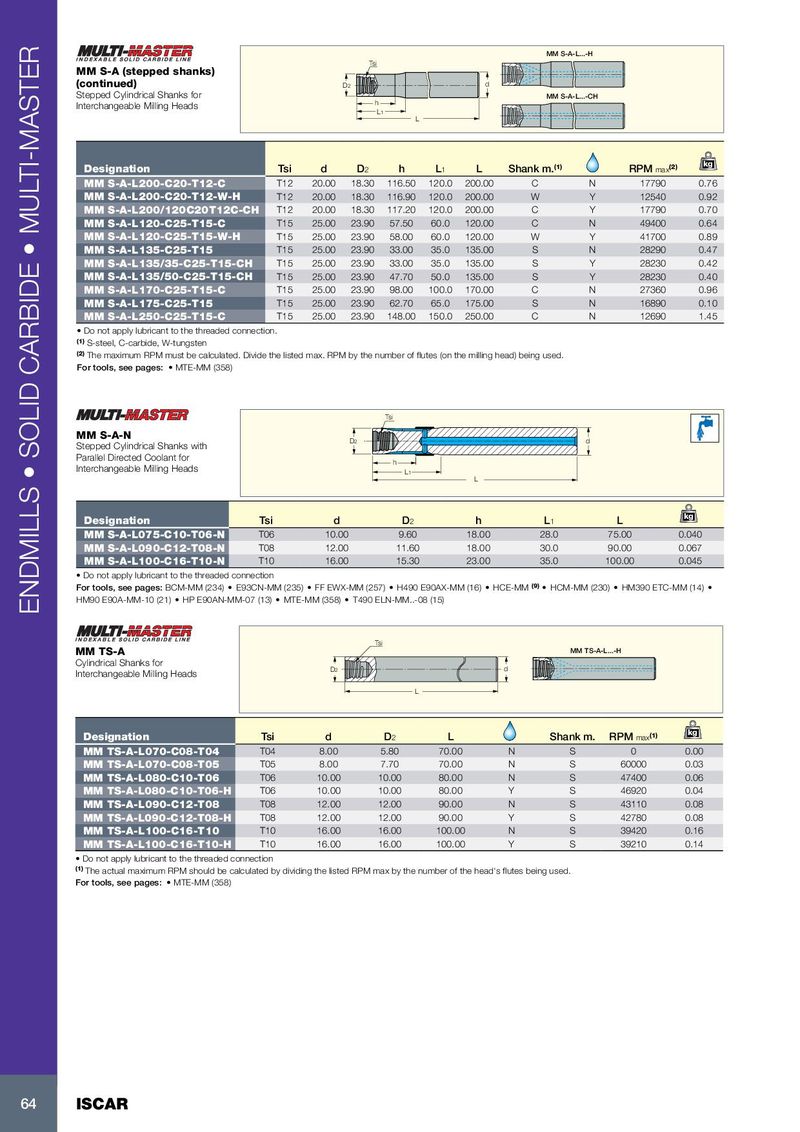
MM S-A-L...-H Tsi MM S-A (stepped shanks) (continued) D 2 d Stepped Cylindrical Shanks for MM S-A-L...-CH Interchangeable Milling Heads h L1 L kg Designation Tsi d D 2 h L 1 L Shank m. (1) RPM max (2) MM S-A-L200-C20-T12-C T12 20.00 18.30 116.50 120.0 200.00 C N 17790 0.76 MM S-A-L200-C20-T12-W-H T12 20.00 18.30 116.90 120.0 200.00 W Y 12540 0.92 MM S-A-L200/120C20T12C-CH T12 20.00 18.30 117.20 120.0 200.00 C Y 17790 0.70 MM S-A-L120-C25-T15-C T15 25.00 23.90 57.50 60.0 120.00 C N 49400 0.64 MM S-A-L120-C25-T15-W-H T15 25.00 23.90 58.00 60.0 120.00 W Y 41700 0.89 MM S-A-L135-C25-T15 T15 25.00 23.90 33.00 35.0 135.00 S N 28290 0.47 MM S-A-L135/35-C25-T15-CH T15 25.00 23.90 33.00 35.0 135.00 S Y 28230 0.42 MM S-A-L135/50-C25-T15-CH T15 25.00 23.90 47.70 50.0 135.00 S Y 28230 0.40 MM S-A-L170-C25-T15-C T15 25.00 23.90 98.00 100.0 170.00 C N 27360 0.96 MM S-A-L175-C25-T15 T15 25.00 23.90 62.70 65.0 175.00 S N 16890 0.10 MM S-A-L250-C25-T15-C T15 25.00 23.90 148.00 150.0 250.00 C N 12690 1.45 • Do not apply lubricant to the threaded connection. (1) S-steel, C-carbide, W-tungsten (2) The maximum RPM must be calculated. Divide the listed max. RPM by the number of flutes (on the milling head) being used. For tools, see pages: • MTE-MM (358) Tsi MM S-A-N D2 d Stepped Cylindrical Shanks with Parallel Directed Coolant for h Interchangeable Milling Heads L1 L kg Designation Tsi d D 2 h L 1 L MM S-A-L075-C10-T06-N T06 10.00 9.60 18.00 28.0 75.00 0.040 MM S-A-L090-C12-T08-N T08 12.00 11.60 18.00 30.0 90.00 0.067 MM S-A-L100-C16-T10-N T10 16.00 15.30 23.00 35.0 100.00 0.045 • Do not apply lubricant to the threaded connection For tools, see pages: BCM-MM (234) • E93CN-MM (235) • FF EWX-MM (257) • H490 E90AX-MM (16) • HCE-MM (9) • HCM-MM (230) • HM390 ETC-MM (14) • HM90 E90A-MM-10 (21) • HP E90AN-MM-07 (13) • MTE-MM (358) • T490 ELN-MM..-08 (15) ENDMILLS • SOLID CARBIDE • MULTI-MASTER Tsi MM TS-A MM TS-A-L...-H Cylindrical Shanks for D2 d Interchangeable Milling Heads L Designation Tsi d D 2 L Shank m. RPM max (1) kg MM TS-A-L070-C08-T04 T04 8.00 5.80 70.00 N S 0 0.00 MM TS-A-L070-C08-T05 T05 8.00 7.70 70.00 N S 60000 0.03 MM TS-A-L080-C10-T06 T06 10.00 10.00 80.00 N S 47400 0.06 MM TS-A-L080-C10-T06-H T06 10.00 10.00 80.00 Y S 46920 0.04 MM TS-A-L090-C12-T08 T08 12.00 12.00 90.00 N S 43110 0.08 MM TS-A-L090-C12-T08-H T08 12.00 12.00 90.00 Y S 42780 0.08 MM TS-A-L100-C16-T10 T10 16.00 16.00 100.00 N S 39420 0.16 MM TS-A-L100-C16-T10-H T10 16.00 16.00 100.00 Y S 39210 0.14 • Do not apply lubricant to the threaded connection (1) The actual maximum RPM should be calculated by dividing the listed RPM max by the number of the head's flutes being used. For tools, see pages: • MTE-MM (358) 64 ISCAR