Каталог Iscar вращающийся инструмент 2017 - страница 66
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022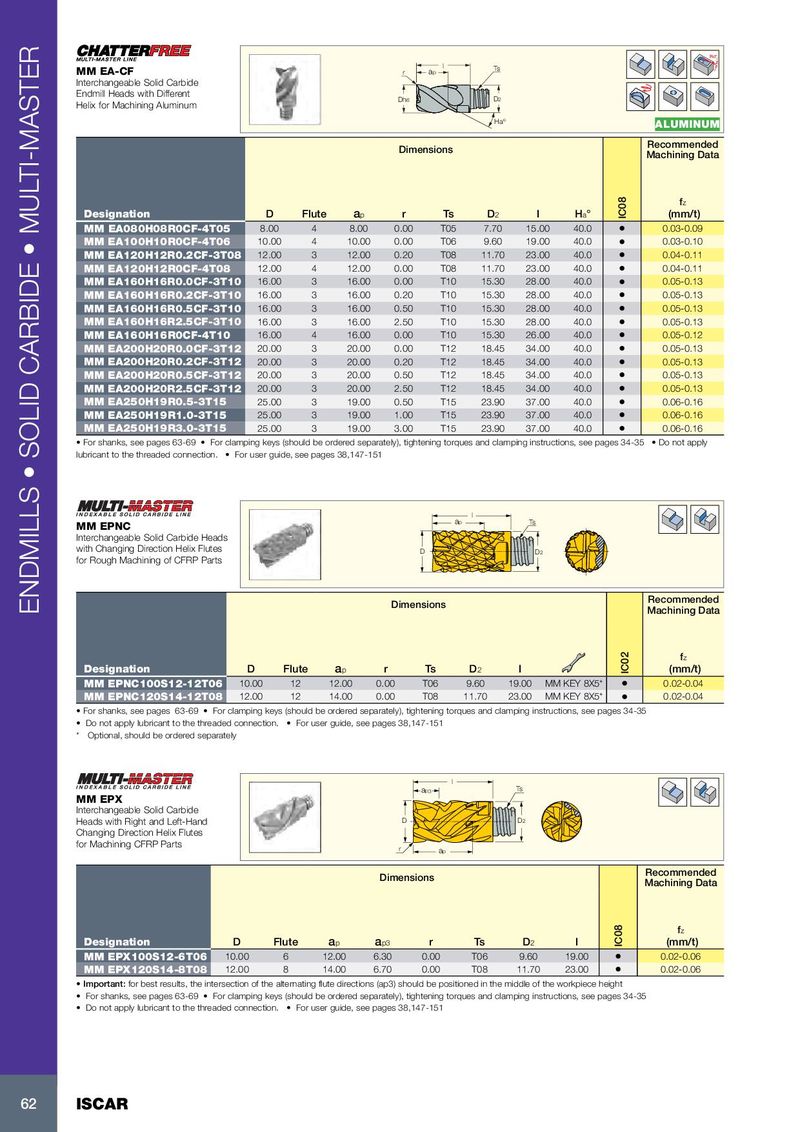
Rd° l MM EA-CF r ap Ts Interchangeable Solid Carbide Endmill Heads with Different Dh6 D2 Helix for Machining Aluminum Haº ALUMINUM Recommended Dimensions Machining Data f z Designation D Flute a p r Ts D 2 l H a ° IC08 (mm/t) MM EA080H08R0CF-4T05 8.00 4 8.00 0.00 T05 7.70 15.00 40.0 • 0.03-0.09 MM EA100H10R0CF-4T06 10.00 4 10.00 0.00 T06 9.60 19.00 40.0 • 0.03-0.10 MM EA120H12R0.2CF-3T08 12.00 3 12.00 0.20 T08 11.70 23.00 40.0 • 0.04-0.11 MM EA120H12R0CF-4T08 12.00 4 12.00 0.00 T08 11.70 23.00 40.0 • 0.04-0.11 MM EA160H16R0.0CF-3T10 16.00 3 16.00 0.00 T10 15.30 28.00 40.0 • 0.05-0.13 MM EA160H16R0.2CF-3T10 16.00 3 16.00 0.20 T10 15.30 28.00 40.0 • 0.05-0.13 MM EA160H16R0.5CF-3T10 16.00 3 16.00 0.50 T10 15.30 28.00 40.0 • 0.05-0.13 MM EA160H16R2.5CF-3T10 16.00 3 16.00 2.50 T10 15.30 28.00 40.0 • 0.05-0.13 MM EA160H16R0CF-4T10 16.00 4 16.00 0.00 T10 15.30 26.00 40.0 • 0.05-0.12 MM EA200H20R0.0CF-3T12 20.00 3 20.00 0.00 T12 18.45 34.00 40.0 • 0.05-0.13 MM EA200H20R0.2CF-3T12 20.00 3 20.00 0.20 T12 18.45 34.00 40.0 • 0.05-0.13 MM EA200H20R0.5CF-3T12 20.00 3 20.00 0.50 T12 18.45 34.00 40.0 • 0.05-0.13 MM EA200H20R2.5CF-3T12 20.00 3 20.00 2.50 T12 18.45 34.00 40.0 • 0.05-0.13 MM EA250H19R0.5-3T15 25.00 3 19.00 0.50 T15 23.90 37.00 40.0 • 0.06-0.16 MM EA250H19R1.0-3T15 25.00 3 19.00 1.00 T15 23.90 37.00 40.0 • 0.06-0.16 MM EA250H19R3.0-3T15 25.00 3 19.00 3.00 T15 23.90 37.00 40.0 • 0.06-0.16 • For shanks, see pages 63-69 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 34-35 • Do not apply lubricant to the threaded connection. • For user guide, see pages 38,147-151 l ap Ts MM EPNC Interchangeable Solid Carbide Heads with Changing Direction Helix Flutes D D2 for Rough Machining of CFRP Parts Recommended Dimensions ENDMILLS • SOLID CARBIDE • MULTI-MASTER Machining Data f z Designation D Flute a p r Ts D 2 l IC02 (mm/t) MM EPNC100S12-12T06 10.00 12 12.00 0.00 T06 9.60 19.00 MM KEY 8X5* • 0.02-0.04 MM EPNC120S14-12T08 12.00 12 14.00 0.00 T08 11.70 23.00 MM KEY 8X5* • 0.02-0.04 • For shanks, see pages 63-69 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 34-35 • Do not apply lubricant to the threaded connection. • For user guide, see pages 38,147-151 * Optional, should be ordered separately l ap 3 Ts MM EPX Interchangeable Solid Carbide Heads with Right and Left-Hand D D2 Changing Direction Helix Flutes for Machining CFRP Parts r ap Recommended Dimensions Machining Data f z Designation D Flute a p a p3 r Ts D 2 l IC08 (mm/t) MM EPX100S12-6T06 10.00 6 12.00 6.30 0.00 T06 9.60 19.00 • 0.02-0.06 MM EPX120S14-8T08 12.00 8 14.00 6.70 0.00 T08 11.70 23.00 • 0.02-0.06 • Important: for best results, the intersection of the alternating flute directions (ap3) should be positioned in the middle of the workpiece height • For shanks, see pages 63-69 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 34-35 • Do not apply lubricant to the threaded connection. • For user guide, see pages 38,147-151 62 ISCAR