Каталог Iscar токарный инструмент - страница 545
Навигация
 Каталог Iscar расточные системы
Каталог Iscar расточные системы Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки- B1 TURNINGrev2
- B2-TURNING RusRev2
- B3 TURNING RusRev2
- B4-TURNINGrev2
- B5-TURNING RusRev2
- B6-TURNING RusRev2
- C1-TURNING RusRev2
- C2-TURNING RusRev2
- C3-TURNING RusRev2
- C4-TURNING RusRev2
- C5-TURNING RusRev2
- C6-TURNING RusRev2
- D1-TURNING RUSRev2
- D2-TURNING RUSRev2
- E1-TURNINGrusRev2
- E2-TURNING RUSrev2
- F-TURNING RUSrev2
- G1- TURNINGrev2
- G3 TURNING RusRev2
- G5 TURNING RusRev2
- H-TURNING RUSrev2
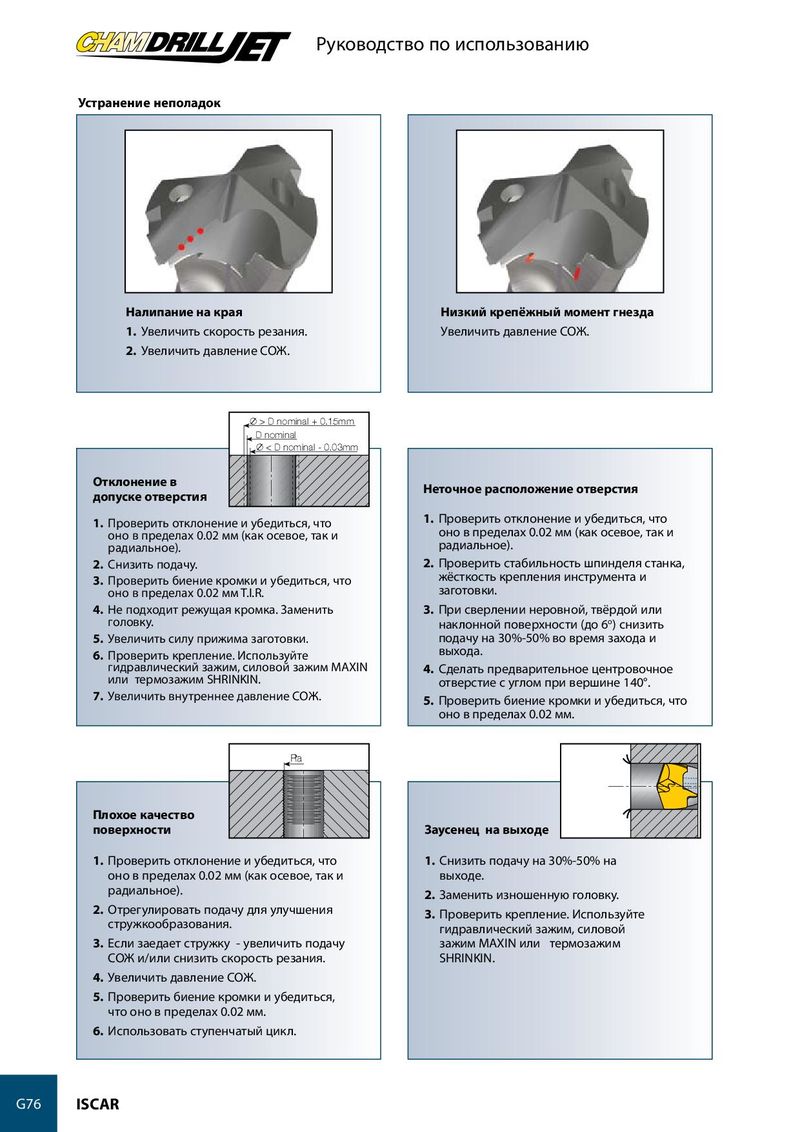
Руководство по использованию Устранение неполадок Налипание на края Низкий крепёжный момент гнезда 1. Увеличить скорость резания. Увеличить давление СОЖ. 2. Увеличить давление СОЖ. Ø > D nominal + 0.15mm D nominal Ø < D nominal - 0.03mm Deviation of Отклонение в Неточное расположение отверстия Diameter Допуск допуске отверстия Inaccurate Hole Position 1. Проверить отклонение и убедиться, что 1. Check the run-out and make sure it is within 1. Проверить отклонение и убедиться, что 1. Check the run-out and make sure it is within оно в пределах 0.02 мм (как осевое, так и оно в пределах 0.02 мм (как осевое, так и 0.02 мм T.I.R. (radial and axial cutting points). 0.02 мм T.I.R. (radial and axial). радиальное). радиальное). 2. Reduce feed rate. 2. Снизить подачу. 2. Проверить стабильность шпинделя станка, 2. Check the stability of the machine spindle, 3. Check the Подточка перемычки point run-out жёсткость крепления инструмента и tool and worpiece clamping rigidity. 3. Проверить биение кромки и убедиться, что оно в пределах 0.02 мм T.I.R. and make sure that t is within 0.02 мм T.I.R. заготовки. 3. When drilling rough, hard or angled (up to 4. Wrong cutting egde. Replace head. 4. Не подходит режущая кромка. Заменить 3. При сверлении неровной, твёрдой или 6° angular surface), reduce the feed rate by головку. о наклонной поверхности (до 6 30%-50% during entrance and exit. ) снизить 5. Increase workpiece chucking force rigidity and 5. Увеличить силу прижима заготовки. подачу на 30%-50% во время захода и stability. 4. Pre-hole center drill with a 140° point angle. выхода. 6. Проверить крепление. Используйте 6. Check the adaptation. Use hydraulic clamping гидравлический зажим, силовой зажим MAXIN 5. Check the Подточка перемычки point run- 4. Сделать предварительное центровочное или термозажим SHRINKIN. chuck or maxin power chuck or side systems. out and make sure it is within 0.02 мм T.I.R. отверстие с углом при вершине 140°. 7. Увеличить внутреннее давление СОЖ. 7. Increase internal coolant pressure. 5. Проверить биение кромки и убедиться, что оно в пределах 0.02 мм. Ra Плохое качество Surface Finish Too Rough поверхности Заусенец на выходе Burrs on Exit 1. Check the run-out and make sure it is 1. Проверить отклонение и убедиться, что 1. Снизить подачу на 30%-50% на 1. Reduce the feed rate by within 0.02 мм T.I.R. (radial and axial). оно в пределах 0.02 мм (как осевое, так и выходе. 30%-50% during entrance радиальное). and exit. 2. Adjust the feed up or down for a different 2. Заменить изношенную головку. 2. Отрегулировать подачу для улучшения chip Формаation. 2. Replace the worn head. 3. Проверить крепление. Используйте стружкообразования. 3. In case of chip jaммing - increase the 3. Check the adaptation. Use гидравлический зажим, силовой 3. Если заедает стружку - увеличить подачу coolant flow and/or reduce the cutting зажим MAXIN или термозажим hydraulic clamping chuck speed. СОЖ и/или снизить скорость резания. SHRINKIN. or maxin power chuck or side systems. 4. Increase the coolant pressure. 4. Увеличить давление СОЖ. 5. Check the Подточка перемычки point run- 5. Проверить биение кромки и убедиться, out and make sure it is within 0.02 мм T.I.R. что оно в пределах 0.02 мм. 6. Use pecking cycle. 6. Использовать ступенчатый цикл. G76 ISCAR