Каталог Iscar токарный инструмент - страница 280
Навигация
 Каталог Iscar расточные системы
Каталог Iscar расточные системы Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки- B1 TURNINGrev2
- B2-TURNING RusRev2
- B3 TURNING RusRev2
- B4-TURNINGrev2
- B5-TURNING RusRev2
- B6-TURNING RusRev2
- C1-TURNING RusRev2
- C2-TURNING RusRev2
- C3-TURNING RusRev2
- C4-TURNING RusRev2
- C5-TURNING RusRev2
- C6-TURNING RusRev2
- D1-TURNING RUSRev2
- D2-TURNING RUSRev2
- E1-TURNINGrusRev2
- E2-TURNING RUSrev2
- F-TURNING RUSrev2
- G1- TURNINGrev2
- G3 TURNING RusRev2
- G5 TURNING RusRev2
- H-TURNING RUSrev2
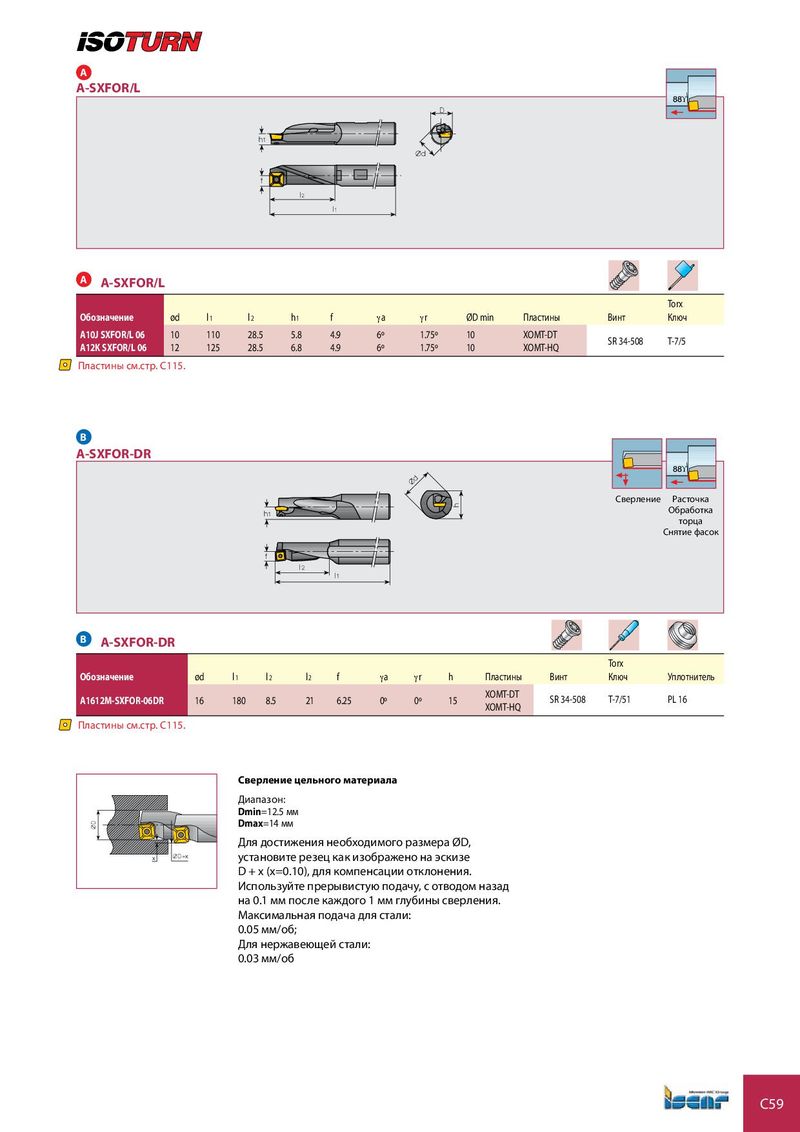
A A-SXFOR/L 88ϒ D h1 Ød f l2 l1 A A-SXFOR/L Torx Обозначение ød l 1 l 2 h 1 f γ a γ r ØD min Пластины Винт Ключ A10J SXFOR/L 06 10 110 28.5 5.8 4.9 6º 1.75º 10 XOMT-DT SR 34-508 T-7/5 A12K SXFOR/L 06 12 125 28.5 6.8 4.9 6º 1.75º 10 XOMT-HQ Пластины см.стр. C115. B A-SXFOR-DR 88ϒ Ød Сверление Расточка h h1 Обработка торца Снятие фасок f l2 l1 B A-SXFOR-DR Torx Обозначение ød l 1 l 2 l 2 f γ a γ r h Пластины Винт Ключ Уплотнитель XOMT-DT A1612M-SXFOR-06DR 16 180 8.5 21 6.25 0º 0º 15 SR 34-508 T-7/51 PL 16 XOMT-HQ Пластины см.стр. C115. Сверление цельного материала Диапазон: Dmin=12.5 мм ØD Dmax=14 мм Для достижения необходимого размера ØD, x ØD+x установите резец как изображено на эскизе D + x (x=0.10), для компенсации отклонения. Используйте прерывистую подачу, с отводом назад на 0.1 мм после каждого 1 мм глубины сверления. Максимальная подача для стали: 0.05 мм/об; Для нержавеющей стали: 0.03 мм/об C59