Каталог Iscar токарный инструмент 2017 - страница 123
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017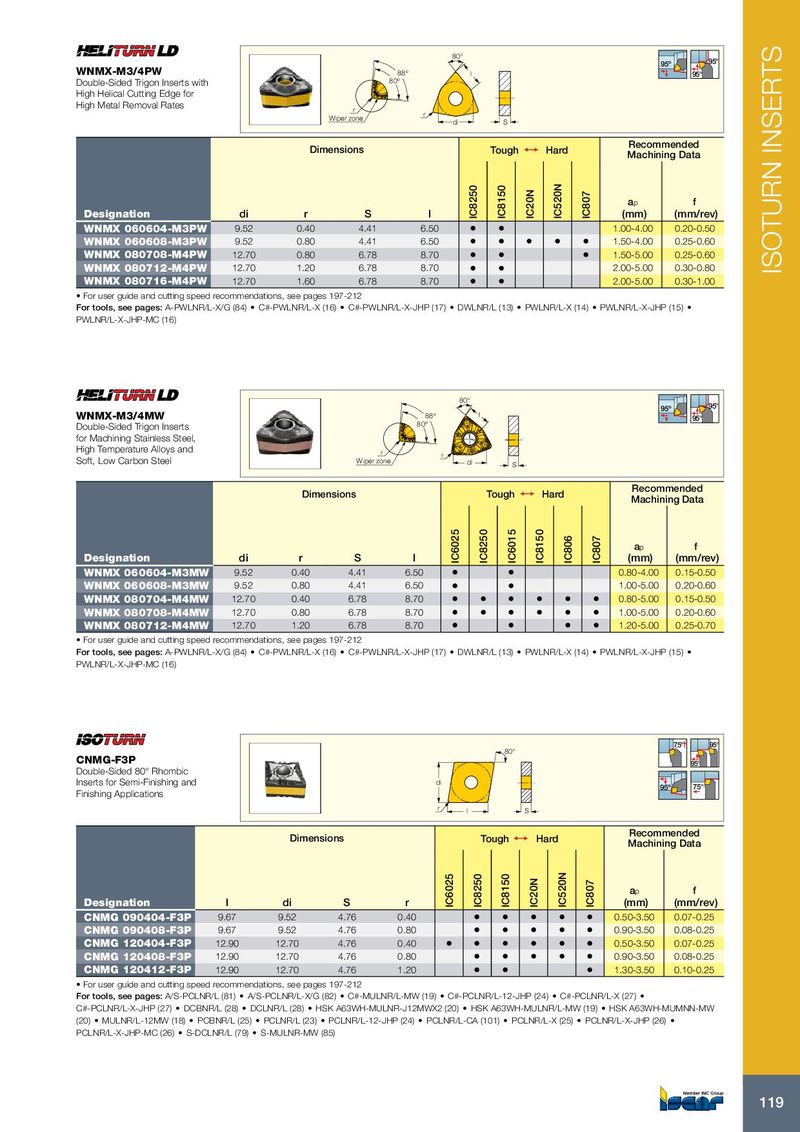
80° 95º 95° WNMX-M3/4PW 88º l 95° Double-Sided Trigon Inserts with 80º High Helical Cutting Edge for High Metal Removal Rates r r Wiper zone di S Recommended Dimensions Tough 1 Hard Machining Data a p f Designation di r S l IC8250 IC8150 IC20N IC520N IC807 (mm) (mm/rev) WNMX 060604-M3PW 9.52 0.40 4.41 6.50 • • 1.00-4.00 0.20-0.50 WNMX 060608-M3PW 9.52 0.80 4.41 6.50 • • • • • 1.50-4.00 0.25-0.60 WNMX 080708-M4PW 12.70 0.80 6.78 8.70 • • • 1.50-5.00 0.25-0.60 WNMX 080712-M4PW 12.70 1.20 6.78 8.70 • • 2.00-5.00 0.30-0.80 ISOTURN INSERTS WNMX 080716-M4PW 12.70 1.60 6.78 8.70 • • 2.00-5.00 0.30-1.00 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A-PWLNR/L-X/G (84) • C#-PWLNR/L-X (16) • C#-PWLNR/L-X-JHP (17) • DWLNR/L (13) • PWLNR/L-X (14) • PWLNR/L-X-JHP (15) • PWLNR/L-X-JHP-MC (16) 80° 95º 95° WNMX-M3/4MW 88º l 95° Double-Sided Trigon Inserts 80º for Machining Stainless Steel, High Temperature Alloys and r r Soft, Low Carbon Steel Wiper zone di S Recommended Dimensions Tough 1 Hard Machining Data a p f Designation di r S l IC6025 IC8250 IC6015 IC8150 IC806 IC807 (mm) (mm/rev) WNMX 060604-M3MW 9.52 0.40 4.41 6.50 • • 0.80-4.00 0.15-0.50 WNMX 060608-M3MW 9.52 0.80 4.41 6.50 • • 1.00-5.00 0.20-0.60 WNMX 080704-M4MW 12.70 0.40 6.78 8.70 • • • • • • 0.80-5.00 0.15-0.50 WNMX 080708-M4MW 12.70 0.80 6.78 8.70 • • • • • • 1.00-5.00 0.20-0.60 WNMX 080712-M4MW 12.70 1.20 6.78 8.70 • • • • 1.20-5.00 0.25-0.70 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A-PWLNR/L-X/G (84) • C#-PWLNR/L-X (16) • C#-PWLNR/L-X-JHP (17) • DWLNR/L (13) • PWLNR/L-X (14) • PWLNR/L-X-JHP (15) • PWLNR/L-X-JHP-MC (16) 75° 95° 80° CNMG-F3P 95° Double-Sided 80° Rhombic Inserts for Semi-Finishing and di 95º 75° Finishing Applications r l S Recommended Dimensions Tough 1 Hard Machining Data a p f Designation l di S r IC6025 IC8250 IC8150 IC20N IC520N IC807 (mm) (mm/rev) CNMG 090404-F3P 9.67 9.52 4.76 0.40 • • • • • 0.50-3.50 0.07-0.25 CNMG 090408-F3P 9.67 9.52 4.76 0.80 • • • • • 0.90-3.50 0.08-0.25 CNMG 120404-F3P 12.90 12.70 4.76 0.40 • • • • • • 0.50-3.50 0.07-0.25 CNMG 120408-F3P 12.90 12.70 4.76 0.80 • • • • • 0.90-3.50 0.08-0.25 CNMG 120412-F3P 12.90 12.70 4.76 1.20 • • • 1.30-3.50 0.10-0.25 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A/S-PCLNR/L (81) • A/S-PCLNR/L-X/G (82) • C#-MULNR/L-MW (19) • C#-PCLNR/L-12-JHP (24) • C#-PCLNR/L-X (27) • C#-PCLNR/L-X-JHP (27) • DCBNR/L (28) • DCLNR/L (28) • HSK A63WH-MULNR-J12MWX2 (20) • HSK A63WH-MULNR/L-MW (19) • HSK A63WH-MUMNN-MW (20) • MULNR/L-12MW (18) • PCBNR/L (25) • PCLNR/L (23) • PCLNR/L-12-JHP (24) • PCLNR/L-CA (101) • PCLNR/L-X (25) • PCLNR/L-X-JHP (26) • PCLNR/L-X-JHP-MC (26) • S-DCLNR/L (79) • S-MULNR-MW (85) 119