Каталог Iscar решения для глубокого сверления - страница 50
Навигация
 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022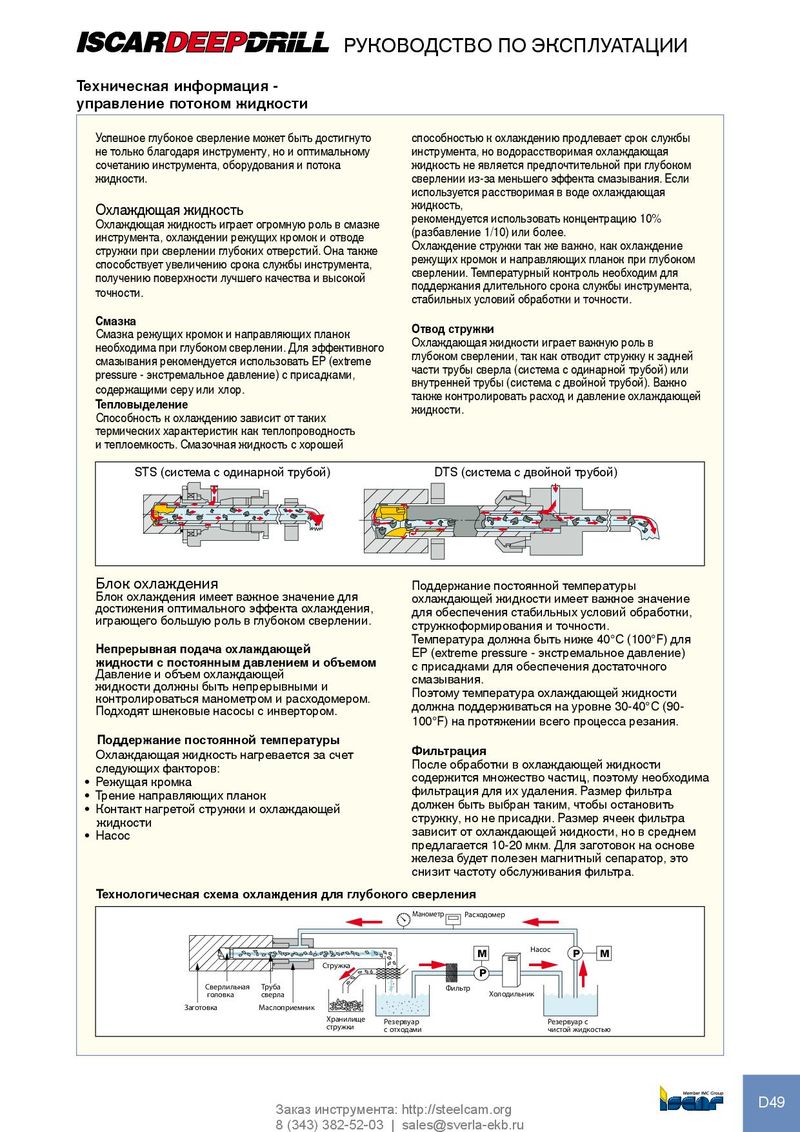
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Техническая информация - управление потоком жидкости Успешное глубокое сверление может быть достигнуто способностью к охлаждению продлевает срок службы не только благодаря инструменту, но и оптимальному инструмента, но водорасстворимая охлаждающая сочетанию инструмента, оборудования и потока жидкость не является предпочтительной при глубоком жидкости. сверлении из-за меньшего эффекта смазывания. Если используется расстворимая в воде охлаждающая жидкость, Охлаждющая жидкость рекомендуется использовать концентрацию 10% Охлаждющая жидкость играет огромную роль в смазке (разбавление 1/10) или более. инструмента, охлаждении режущих кромок и отводе Ох лаждение стружки так же важно, как охлаждение стружки при сверлении глубоких отверстий. Она также режущих кромок и направляющих планок при глубоком способствует увеличению срока службы инструмента, сверлении. Температурный контроль необходим для получению поверхности лучшего качества и высокой поддержания длительного срока службы инструмента, точности. стабильных условий обработки и точности. смазка отвод стружки Смазка режущих кромок и направляющих планок Охлаждающая жидкости играет важную роль в необходима при глубоком сверлении. Для эффективного глубоком сверлении, так как отводит стружку к задней смазывания рекомендуется использовать EP (extreme части трубы сверла (система с одинарной трубой) или pressure - экстремальное давление) с присадками, внутренней трубы (система с двойной трубой). Важно содержащими серу или хлор. также контролировать расход и давление охлаждающей Тепловыделение жидкости. Способность к охлаждению зависит от таких термических характеристик как теплопроводность и теплоемкость. Смазочная жидкость с хорошей STS (система с одинарной трубой) DTS (система с двойной трубой) Блок охлаждения Поддержание постоянной температуры Блок охлаждения имеет важное значение для охлаждающей жидкости имеет важное значение достижения оптимального эффекта охлаждения, для обеспечения стабильных условий обработки, играющего большую роль в глубоком сверлении. стружкоформирования и точности. Температура должна быть ниже 40°C (100°F) для непрерывная подача охлаждающей EP (extreme pressure - экстремальное давление) жидкости с постоянным давлением и объемом c присадками для обеспечения достаточного Давление и объем охлаждающей смазывания. жидкости должны быть непрерывными и Поэтому температура охлаждающей жидкости контролироваться манометром и расходомером. должна поддерживаться на уровне 30-40°C (90- Подходят шнековые насосы с инвертором. 100°F) на протяжении всего процесса резания. поддержание постоянной температуры Фильтрация Охлаждающая жидкость нагревается за счет После обработки в охлаждающей жидкости следующих факторов: содержится множество частиц, поэтому необходима • Режущая кромка фильтрация для их удаления. Размер фильтра • Трение направляющих планок должен быть выбран таким, чтобы остановить • Контакт нагретой стружки и охлаждающей стружку, но не присадки. Размер ячеек фильтра жидкости зависит от охлаждающей жидкости, но в среднем • Насос предлагается 10-20 мкм. Для заготовок на основе железа будет полезен магнитный сепаратор, это снизит частоту обслуживания фильтра. Технологическая схема охлаждения для глубокого сверления Манометр Расходомер Насос M P M Стружка P Сверлильная Труба Фильтр головка сверла Холодильник Заготовка Маслоприемник Хранилище Резервуар Резервуар с стружки с отходами чистой жидкостью D49 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru