Каталог Iscar полирующие фрезы - страница 52
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar расточные системы
Каталог Iscar расточные системы Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий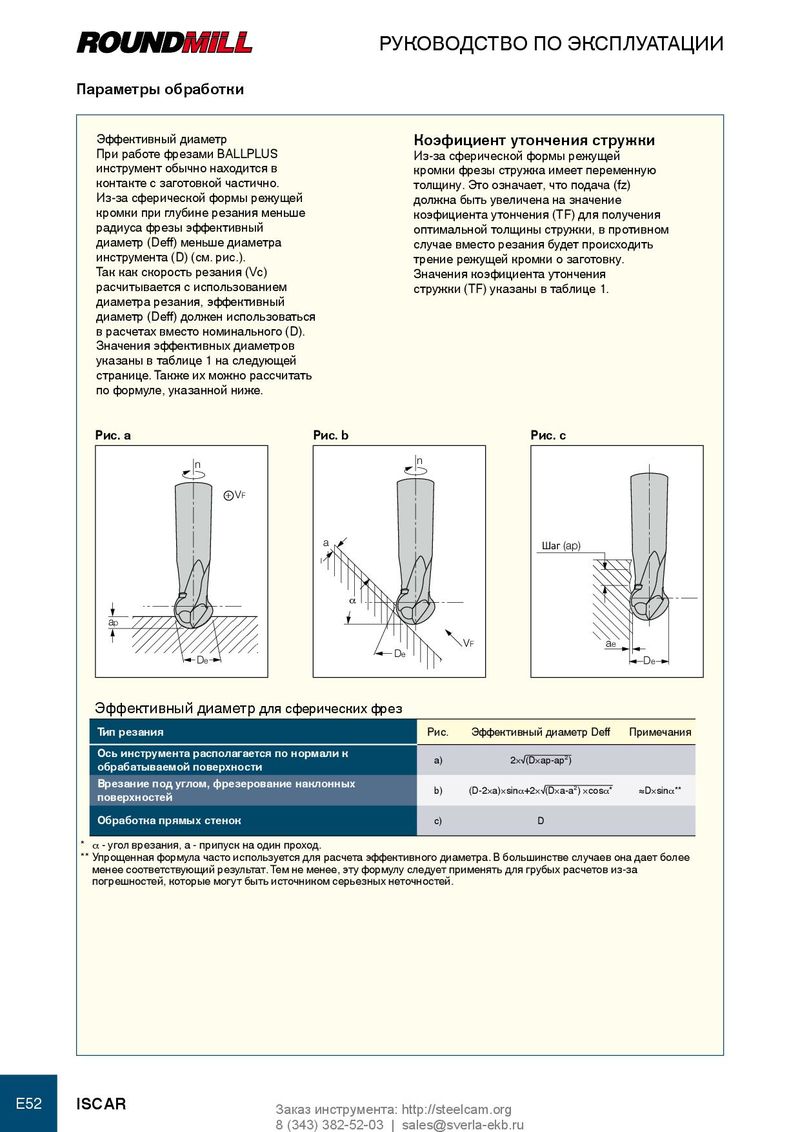
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Параметры обработки Эффективный диаметр Коэфициент утончения стружки При работе фрезами BALLPLUS Из-за сферической формы режущей инструмент обычно находится в кромки фрезы стружка имеет переменную контакте с заготовкой частично. толщину. Это означает, что подача (fz) Из-за сферической формы режущей должна быть увеличена на значение кромки при глубине резания меньше коэфициента утончения (TF) для получения радиуса фрезы эффективный оптимальной толщины стружки, в противном диаметр (Deff) меньше диаметра случае вместо резания будет происходить инструмента (D) (см. рис.). трение режущей кромки о заготовку. Так как скорость резания (Vc) Значения коэфициента утончения расчитывается с использованием стружки (TF) указаны в таблице 1. диаметра резания, эффективный диаметр (Deff) должен использоваться в расчетах вместо номинального (D). Значения эффективных диаметров указаны в таблице 1 на следующей странице. Также их можно рассчитать по формуле, указанной ниже. Рис. a Рис. b Рис. c n n + VF a (ap) α ap VF ae De De De Эффективный диаметр для сферических фрез Тип резания Рис. Эффективный диаметр Deff Примечания Ось инструмента располагается по нормали к a) 2×√(D×ap-ap²) обрабатываемой поверхности Врезание под углом, фрезерование наклонных b) (D-2×a)×sinα+2×√(D×a-a²) ×cosα* ≈D×sinα** поверхностей Обработка прямых стенок c) D * α - угол врезания, a - припуск на один проход. ** Упрощенная формула часто используется для расчета эффективного диаметра. В большинстве случаев она дает более менее соответствующий результат. Тем не менее, эту формулу следует применять для грубых расчетов из-за погрешностей, которые могут быть источником серьезных неточностей. E52 ISCAR Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru