Каталог Iscar новые продукты 2018 - страница 85
Навигация
 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 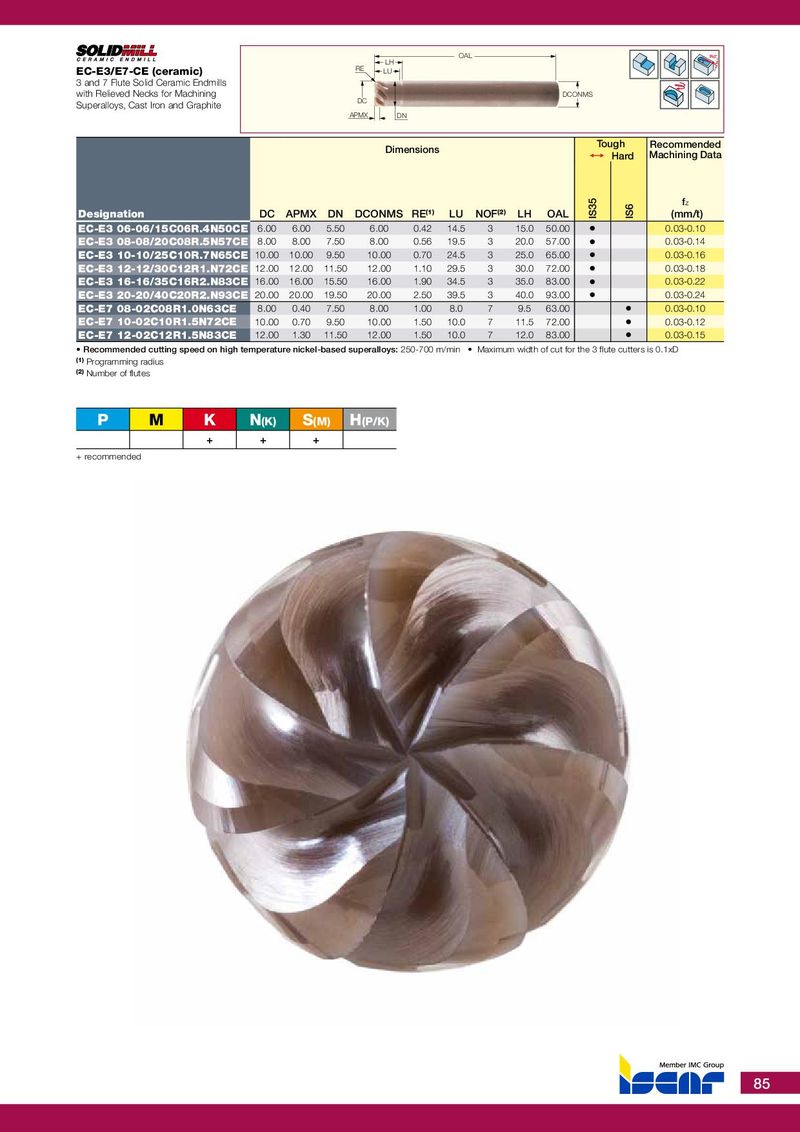
F O R I N T E R N A L U S E O N L Y • S U B J E C T T O C H A N G E F O R I N T E R N A L U S E O N L Y • S U B J E C T T O C H A N G E OAL Rd° LH EC-E3/E7-CE (ceramic) RE LU 3 and 7 Flute Solid Ceramic Endmills with Relieved Necks for Machining DCONMS DC Superalloys, Cast Iron and Graphite APMX DN Tough Recommended Dimensions 1 Hard Machining Data f z Designation DC APMX DN DCONMS RE (1) LU NOF (2) LH OAL IS35 IS6 (mm/t) EC-E3 06-06/15C06R.4N50CE 6.00 6.00 5.50 6.00 0.42 14.5 3 15.0 50.00 • 0.03-0.10 EC-E3 08-08/20C08R.5N57CE 8.00 8.00 7.50 8.00 0.56 19.5 3 20.0 57.00 • 0.03-0.14 EC-E3 10-10/25C10R.7N65CE 10.00 10.00 9.50 10.00 0.70 24.5 3 25.0 65.00 • 0.03-0.16 EC-E3 12-12/30C12R1.N72CE 12.00 12.00 11.50 12.00 1.10 29.5 3 30.0 72.00 • 0.03-0.18 EC-E3 16-16/35C16R2.N83CE 16.00 16.00 15.50 16.00 1.90 34.5 3 35.0 83.00 • 0.03-0.22 EC-E3 20-20/40C20R2.N93CE 20.00 20.00 19.50 20.00 2.50 39.5 3 40.0 93.00 • 0.03-0.24 EC-E7 08-02C08R1.0N63CE 8.00 0.40 7.50 8.00 1.00 8.0 7 9.5 63.00 • 0.03-0.10 EC-E7 10-02C10R1.5N72CE 10.00 0.70 9.50 10.00 1.50 10.0 7 11.5 72.00 • 0.03-0.12 EC-E7 12-02C12R1.5N83CE 12.00 1.30 11.50 12.00 1.50 10.0 7 12.0 83.00 • 0.03-0.15 • Recommended cutting speed on high temperature nickel-based superalloys: 250-700 m/min • Maximum width of cut for the 3 flute cutters is 0.1xD (1) Programming radius (2) Number of flutes P M K N (K) S (M) H (P/K) + + + + recommended 85