Каталог Iscar новые продукты 2018 - страница 44
Навигация
 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 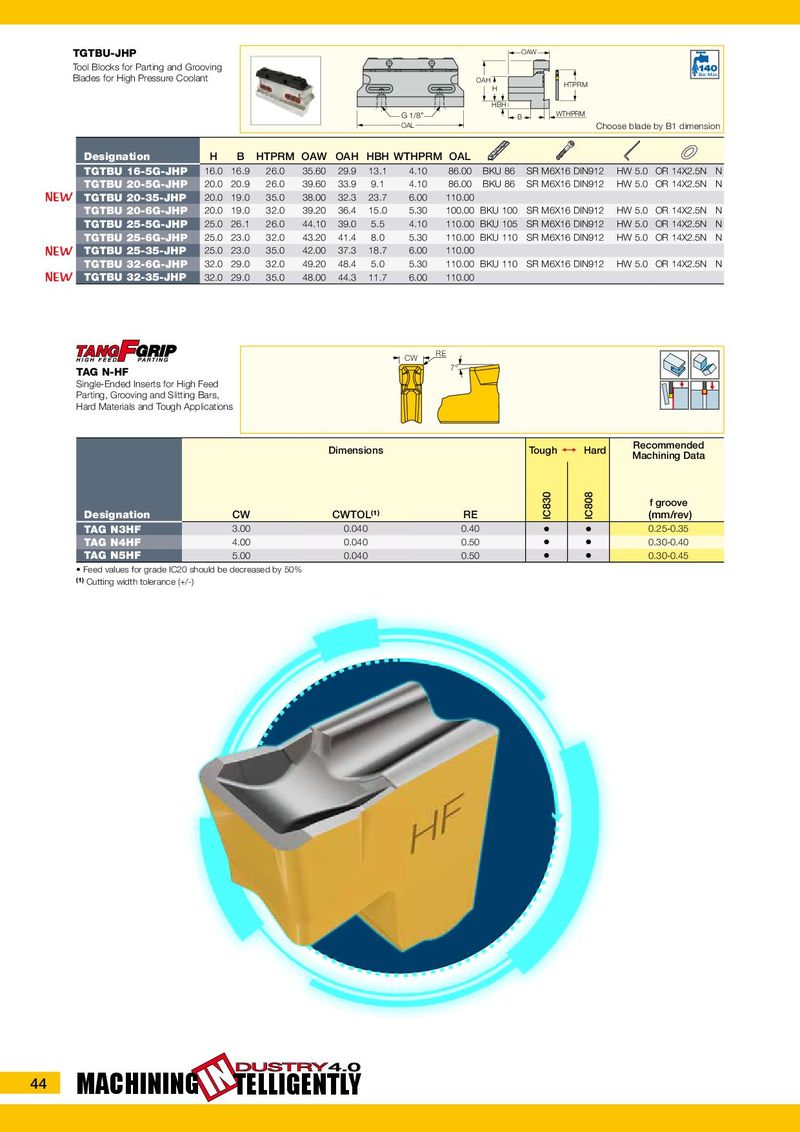
F O R I N T E R N A L U S E O N L Y • S U B J E C T T O C H A N G E TGTBU-JHP OAW Tool Blocks for Parting and Grooving Bar Max Blades for High Pressure Coolant OAH H HTPRM HBH G 1/8" B WTHPRM OAL Choose blade by B1 dimension Designation H B HTPRM OAW OAH HBH WTHPRM OAL TGTBU 16-5G-JHP 16.0 16.9 26.0 35.60 29.9 13.1 4.10 86.00 BKU 86 SR M6X16 DIN912 HW 5.0 OR 14X2.5N N TGTBU 20-5G-JHP 20.0 20.9 26.0 39.60 33.9 9.1 4.10 86.00 BKU 86 SR M6X16 DIN912 HW 5.0 OR 14X2.5N N NEW TGTBU 20-35-JHP 20.0 19.0 35.0 38.00 32.3 23.7 6.00 110.00 TGTBU 20-6G-JHP 20.0 19.0 32.0 39.20 36.4 15.0 5.30 100.00 BKU 100 SR M6X16 DIN912 HW 5.0 OR 14X2.5N N TGTBU 25-5G-JHP 25.0 26.1 26.0 44.10 39.0 5.5 4.10 110.00 BKU 105 SR M6X16 DIN912 HW 5.0 OR 14X2.5N N TGTBU 25-6G-JHP 25.0 23.0 32.0 43.20 41.4 8.0 5.30 110.00 BKU 110 SR M6X16 DIN912 HW 5.0 OR 14X2.5N N NEW TGTBU 25-35-JHP 25.0 23.0 35.0 42.00 37.3 18.7 6.00 110.00 TGTBU 32-6G-JHP 32.0 29.0 32.0 49.20 48.4 5.0 5.30 110.00 BKU 110 SR M6X16 DIN912 HW 5.0 OR 14X2.5N N NEW TGTBU 32-35-JHP 32.0 29.0 35.0 48.00 44.3 11.7 6.00 110.00 RE CW 7° TAG N-HF Single-Ended Inserts for High Feed Parting, Grooving and Slitting Bars, Hard Materials and Tough Applications Recommended Dimensions Tough 1 Hard Machining Data f groove Designation CW CWTOL (1) RE IC830 IC808 (mm/rev) TAG N3HF 3.00 0.040 0.40 • • 0.25-0.35 TAG N4HF 4.00 0.040 0.50 • • 0.30-0.40 TAG N5HF 5.00 0.040 0.50 • • 0.30-0.45 • Feed values for grade IC20 should be decreased by 50% (1) Cutting width tolerance (+/-) DUSTRY 4.0 44 MACHINING IN TELLIGENTLY