Каталог Iscar высокоточные развертки и метчики 2022 - страница 13
Навигация
 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Руководство Iscar режущий инструмент в производстве штампов и пресс-форм
Руководство Iscar режущий инструмент в производстве штампов и пресс-форм Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 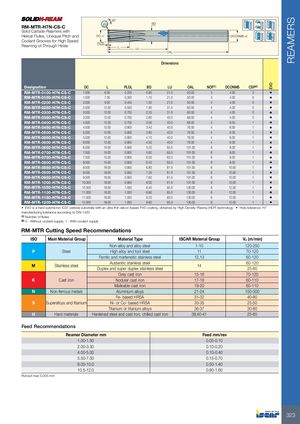
EVO REAMERS 30° BD RM-MTR-H7N-CS-C Solid Carbide Reamers with Helical Flutes, Unequal Pitch and DC H7 DCONMS h6 Coolant Grooves for High Speed Reaming of Through Holes PLGL L LU OAL Dimensions Designation DC L PLGL BD LU OAL NOF(1) DCONMS CSP(2) RM-MTR-0100-H7N-CS-C 1.000 6.00 0.200 0.80 21.0 50.00 3 4.00 0 • RM-MTR-0150-H7N-CS-C 1.500 7.00 0.350 1.10 21.0 50.00 3 4.00 0 • RM-MTR-0200-H7N-CS-C 2.000 9.00 0.450 1.50 21.0 50.00 4 4.00 0 • RM-MTR-0250-H7N-CS-C 2.500 12.00 0.550 1.90 31.0 60.00 4 4.00 0 • RM-MTR-0300-H7N-CS-C 3.000 12.00 0.700 2.20 31.0 60.00 4 4.00 0 • RM-MTR-0350-H7N-CS-C 3.500 12.00 0.700 2.60 40.0 68.00 4 4.00 0 • RM-MTR-0400-H7N-CS-C 4.000 12.00 0.700 3.00 40.0 68.00 4 6.00 1 • RM-MTR-0450-H7N-CS-C 4.500 12.00 0.900 3.40 40.0 76.00 4 6.00 1 • RM-MTR-0500-H7N-CS-C 5.000 12.00 0.900 3.80 40.0 76.00 4 6.00 1 • RM-MTR-0550-H7N-CS-C 5.500 12.00 0.900 4.10 40.0 76.00 4 6.00 1 • RM-MTR-0600-H7N-CS-C 6.000 12.00 0.900 4.50 40.0 76.00 4 6.00 1 • RM-MTR-0650-H7N-CS-C 6.500 15.00 0.900 5.20 65.0 101.00 6 8.00 1 • RM-MTR-0700-H7N-CS-C 7.000 15.00 0.900 5.60 65.0 101.00 6 8.00 1 • RM-MTR-0750-H7N-CS-C 7.500 15.00 0.900 6.00 65.0 101.00 6 8.00 1 • RM-MTR-0800-H7N-CS-C 8.000 15.00 0.900 6.40 65.0 101.00 6 8.00 1 • RM-MTR-0850-H7N-CS-C 8.500 18.00 0.950 6.80 61.0 101.00 6 10.00 1 • RM-MTR-0900-H7N-CS-C 9.000 18.00 0.950 7.20 61.0 101.00 6 10.00 1 • RM-MTR-0950-H7N-CS-C 9.500 18.00 0.950 7.60 61.0 101.00 6 10.00 1 • RM-MTR-1000-H7N-CS-C 10.000 18.00 0.950 8.00 61.0 101.00 6 10.00 1 • RM-MTR-1050-H7N-CS-C 10.500 18.00 1.050 8.40 85.0 130.00 6 12.00 1 • RM-MTR-1100-H7N-CS-C 11.000 18.00 1.050 8.80 85.0 130.00 6 12.00 1 • RM-MTR-1150-H7N-CS-C 11.500 18.00 1.050 9.20 85.0 130.00 6 12.00 1 • RM-MTR-1200-H7N-CS-C 12.000 18.00 1.050 9.60 85.0 130.00 6 12.00 1 • • EVO is a hard submicron IC07 carbide substrate with an ultra-thin silicon based PVD coating, obtained by High Density Plasma (HDP) technology • Hole tolerance: H7 manufacturing tolerance according to DIN 1420 (1) Number of flutes (2) 0 - Without coolant supply, 1 - With coolant supply RM-MTR Cutting Speed Recommendations ISO Main Material Group Material Type ISCAR Material Group Vc (m/min) Non-alloy and alloy steel 1-10 120-250 P Steel High alloy and tool steel 11 70-120 Ferritic and martensitic stainless steel 12,13 60-120 M Stainless steel Austenitic stainless steelDuplex and super duplex stainless steel14 60-12025-60 Grey cast iron 15-16 70-120 K Cast iron Nodular cast iron 17-18 60-110 Malleable cast iron 19-20 60-110 N Non-ferrous metals Aluminium alloys 21-24 150-300 Fe- based HRSA 31-32 40-80 S Superalloys and titanium Ni- or Co- based HRSA 33-35 25-50 Titanium or titanium alloys 36-37 30-80 H Hard materials Hardened steel and cast iron, chilled cast iron 38,40-41 25-60 Feed Recommendations Reamer Diameter mm Feed mm/rev 1.00-1.50 0.05-0.10 2.00-3.50 0.10-0.20 4.00-5.00 0.10-0.40 5.50-7.50 0.15-0.70 8.00-10.0 0.50-1.40 10.5-12.0 0.80-1.60 Runout max 0.005 mm 323