Каталог Iscar торцевые фрезы 2022 - страница 10
Навигация
 Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022 Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar отрезка 2022
Каталог Iscar отрезка 2022 Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar монолитные сверла 2022
Каталог Iscar монолитные сверла 2022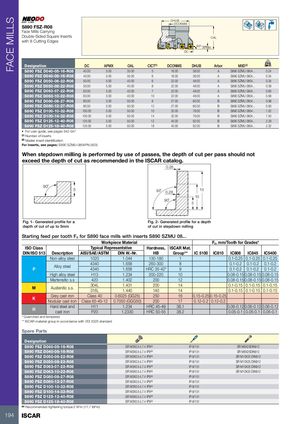
FACE MILLS DHUB DCONMS S890 FSZ-R08 Face Mills Carrying Double-Sided Square Inserts OAL with 8 Cutting Edges 90˚ APMX DC Designation DC APMX OAL CICT(1) DCONMS DHUB Arbor MIID(2) kg S890 FSZ D040-05-16-R08 40.00 5.00 35.00 5 16.00 38.00 A S890 SZMU 0804... 0.24 S890 FSZ D040-06-16-R08 40.00 5.00 35.00 6 16.00 38.00 A S890 SZMU 0804... 0.34 S890 FSZ D050-06-22-R08 50.00 5.00 40.00 6 22.00 48.00 A S890 SZMU 0804... 0.35 S890 FSZ D050-08-22-R08 50.00 5.00 40.00 8 22.00 48.00 A S890 SZMU 0804... 0.39 S890 FSZ D063-07-22-R08 63.00 5.00 40.00 7 22.00 48.00 A S890 SZMU 0804... 0.60 S890 FSZ D063-10-22-R08 63.00 5.00 40.00 10 22.00 48.00 A S890 SZMU 0804... 0.58 S890 FSZ D080-08-27-R08 80.00 5.00 50.00 8 27.00 60.00 B S890 SZMU 0804... 0.98 S890 FSZ D080-12-27-R08 80.00 5.00 50.00 12 27.00 60.00 B S890 SZMU 0804... 0.93 S890 FSZ D100-10-32-R08 100.00 5.00 50.00 10 32.00 78.00 B S890 SZMU 0804... 1.52 S890 FSZ D100-14-32-R08 100.00 5.00 50.00 14 32.00 78.00 B S890 SZMU 0804... 1.50 S890 FSZ D125-12-40-R08 125.00 5.00 50.00 12 40.00 92.00 B S890 SZMU 0804... 2.29 S890 FSZ D125-18-40-R08 125.00 5.00 50.00 18 40.00 92.00 B S890 SZMU 0804... 2.32 • For user guide, see pages 542-547 (1) Number of inserts (2) Master insert identification For inserts, see pages: S890 SZMU-0804PN (503) When stepdown milling is performed by use of passes, the depth of cut per pass should not exceed the depth of cut as recommended in the ISCAR catalog. 0.28 90˚ 5 93˚ 0.28 15 10 90˚ 5 Fig. 1- Generated profile for a Fig. 2- Generated profile for a depth depth of cut of up to 5mm of cut in stepdown milling Starting feed per tooth Fz for S890 face mills with inserts S890 SZMU 08... Workpiece Material Fz, mm/Tooth for Grades* ISO Class Typical Representstive Hardness, ISCAR Mat. DIN/ISO 513 Description AISI/SAE/ASTM DIN W.-Nr. HB Group** IC 5100 IC810 IC808 IC845 IC5400 Non-alloy steel 1020 1.044 130-180 1 0.1-0.25 0.1-0.25 0.1-0.25 P Alloy steel 43404340 1.658 260-300 81.658HRC 35-42*9 0.1-0.2 0.1-0.2 0.1-0.20.1-0.20.1-0.20.1-0.2 High alloy steel H13 1.234 200-220 10 0.08-0.15 0.08-0.15 0.08-0.15 Martensitic s.s 420 1.402 200 12 0.08-0.15 0.08-0.15 0.08-0.15 M Austenitic s.s. 304L316L 1.431 200 141.44014014 0.1-0.15 0.1-0.15 0.1-0.150.1-0.150.1-0.150.1-0.15 K Grey cast iron Class 40 0.6025 (GG25) 250Nodular cast ironClass 65-45-120.7050 (GGG50)200160.15-0.25 0.15-0.25170.12-0.20.12-0.2 H Hard steel andcast iron H11P20 1.234 HRC 45-49 38.11.2330HRC 50-5538.2 0.06-0.12 0.06-0.12 0.06-0.120.05-0.10.05-0.10.05-0.1 * Quenched and tempered ** ISCAR material group in accordance with VDI 3323 standard Spare Parts Designation S890 FSZ D040-05-16-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 SR M8X25DIN912 S890 FSZ D040-06-16-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 SR M8X25DIN912 S890 FSZ D050-06-22-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 SR M10X25 DIN912 S890 FSZ D050-08-22-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 SR M10X25 DIN912 S890 FSZ D063-07-22-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 SR M10X25 DIN912 S890 FSZ D063-10-22-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 SR M10X25 DIN912 S890 FSZ D080-08-27-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 S890 FSZ D080-12-27-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 S890 FSZ D100-10-32-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 S890 FSZ D100-14-32-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 S890 FSZ D125-12-40-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 S890 FSZ D125-18-40-R08 SR M3X0.5-L7.4 IP9(a) IP-9/151 (a) Recommended tightening torque:2 N*m (17.7 lbf*in) 194 ISCAR