Каталог Iscar токарные пластины ISO 2022 - страница 37
Навигация
 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022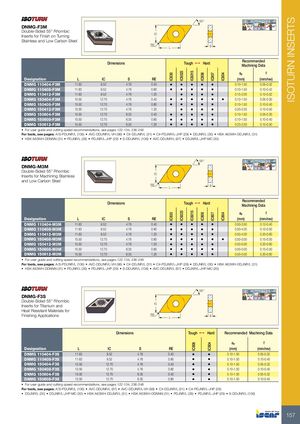
IC830IC830 IC6025IC6025 IC6015IC6015IC806 IC806IC806 IC804 IC807IC807 IC804IC804 ISOTURN INSERTS 55° 60°MAX 93º-95º 27°MAX DNMG-F3M 62.5º 93º50º MAX Double-Sided 55° Rhombic Inserts for Finish on Turning IC Stainless and Low Carbon Steel RE L S Dimensions Tough 1 Hard RecommendedMachining Data ap f Designation L IC S RE (mm) (mm/rev) DNMG 110404-F3M 11.63 9.52 4.76 0.40 • • • • • 0.10-1.50 0.05-0.32 DNMG 110408-F3M 11.63 9.52 4.76 0.80 • • • • • 0.10-1.50 0.10-0.42 DNMG 110412-F3M 11.63 9.52 4.76 1.20 • • • • 0.15-2.00 0.15-0.52 DNMG 150404-F3M 15.50 12.70 4.76 0.40 • • • • • • 0.10-1.50 0.05-0.30 DNMG 150408-F3M 15.50 12.70 4.76 0.80 • • • • • 0.10-1.50 0.10-0.40 DNMG 150412-F3M 15.50 12.70 4.76 1.20 • • • • 0.20-2.50 0.15-0.50 DNMG 150604-F3M 15.50 12.70 6.35 0.40 • • • • • 0.10-1.50 0.05-0.30 DNMG 150608-F3M 15.50 12.70 6.35 0.80 • • • • • 0.10-1.50 0.10-0.40 DNMG 150612-F3M 15.50 12.70 6.35 1.20 • • • • • 0.20-2.50 0.15-0.50 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: A/S-PDUNR/L (106) • AVC-DDUNR/L-VH (98) • C#-DDJNR/L (31) • C#-PDJNR/L-JHP (29) • DDJNR/L (30) • HSK A63WH-DDJNR/L (31) • HSK A63WH-DDNNN (31) • PDJNR/L (28) • PDJNR/L-JHP (29) • S-DDUNR/L (106) • AVC-DDUNR/L (97) • DDJNR/L-JHP-MC (30) 55° 60°MAX 93º-95º 27°MAX DNMG-M3M 62.5º 93º50º MAX Double-Sided 55° Rhombic Inserts for Machining Stainless IC and Low Carbon Steel RE L S Dimensions Tough 1 Hard RecommendedMachining Data ap f Designation L IC S RE (mm) (mm/rev) DNMG 110404-M3M 11.63 9.52 4.76 0.40 • • • • • 0.50-3.50 0.12-0.40 DNMG 110408-M3M 11.63 9.52 4.76 0.80 • • • • • 0.50-4.00 0.15-0.50 DNMG 110412-M3M 11.63 9.52 4.76 1.20 • • • • • 0.50-4.00 0.20-0.60 DNMG 150408-M3M 15.50 12.70 4.76 0.80 • • • • • • 0.50-5.00 0.15-0.50 DNMG 150412-M3M 15.50 12.70 4.76 1.20 • • • • • 0.50-5.00 0.20-0.60 DNMG 150608-M3M 15.50 12.70 6.35 0.80 • • • • • 0.50-5.00 0.15-0.50 DNMG 150612-M3M 15.50 12.70 6.35 1.20 • • • • • 0.50-5.00 0.20-0.60 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: A/S-PDUNR/L (106) • AVC-DDUNR/L-VH (98) • C#-DDJNR/L (31) • C#-PDJNR/L-JHP (29) • DDJNR/L (30) • HSK A63WH-DDJNR/L (31) • HSK A63WH-DDNNN (31) • PDJNR/L (28) • PDJNR/L-JHP (29) • S-DDUNR/L (106) • AVC-DDUNR/L (97) • DDJNR/L-JHP-MC (30) 55° 60°MAX 93º-95º 27°MAX DNMG-F3S 62.5º 93º50º MAX Double-Sided 55° Rhombic Inserts for Titanium and IC Heat Resistant Materials for Finishing Applications RE L S Dimensions Tough 1 Hard Recommended Machining Data ap f Designation L IC S RE (mm) (mm/rev) DNMG 110404-F3S 11.63 9.52 4.76 0.40 • • 0.10-1.50 0.05-0.32 DNMG 110408-F3S 11.63 9.52 4.76 0.80 • • 0.10-1.50 0.10-0.40 DNMG 150404-F3S 15.50 12.70 4.76 0.40 • • 0.10-1.50 0.05-0.32 DNMG 150408-F3S 15.50 12.70 4.76 0.80 • • 0.10-1.50 0.10-0.40 DNMG 150604-F3S 15.50 12.70 6.35 0.40 • • 0.10-1.50 0.05-0.32 DNMG 150608-F3S 15.50 12.70 6.35 0.80 • • 0.10-1.50 0.10-0.40 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: A/S-PDUNR/L (106) • AVC-DDUNR/L (97) • AVC-DDUNR/L-VH (98) • C#-DDJNR/L (31) • C#-PDJNR/L-JHP (29) • DDJNR/L (30) • DDJNR/L-JHP-MC (30) • HSK A63WH-DDJNR/L (31) • HSK A63WH-DDNNN (31) • PDJNR/L (28) • PDJNR/L-JHP (29) • S-DDUNR/L (106) 157