Каталог Iscar токарные пластины ISO 2022 - страница 22
Навигация
 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022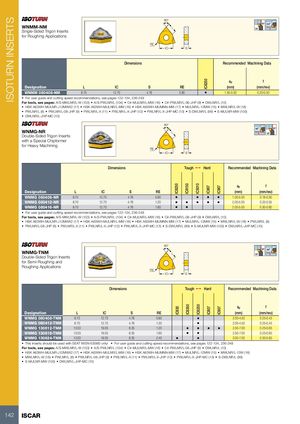
ISOTURN INSERTS IC8250IC830 IC8150IC8350 IC5010IC8250 IC8250IC807IC807 IC907IC907 80° 95° 95º WNMM-NM L 95° Single-Sided Trigon Inserts for Roughing Applications RE IC S Dimensions Recommended Machining Data ap f Designation L IC S RE (mm) (mm/rev) WNMM 080408-NM 8.70 12.70 4.76 0.80 • 1.50-5.00 0.20-0.50 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: A/S-MWLNR/L-W (103) • A/S-PWLNR/L (104) • C#-MULNR/L-MW (16) • C#-PWLNR/L-08-JHP (9) • DWLNR/L (10) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • MWLNR/L-W (18) • PWLNR/L (8) • PWLNR/L-08-JHP (9) • PWLNR/L-X (11) • PWLNR/L-X-JHP (12) • PWLNR/L-X-JHP-MC (13) • S-DWLNR/L (99) • S-MULNR-MW (105) • DWLNR/L-JHP-MC (10) 80° 95º 95° WNMG-NR L 95° Double-Sided Trigon Inserts with a Special Chipformer for Heavy Machining RE IC S Dimensions Tough 1 Hard Recommended Machining Data ap f Designation L IC S RE (mm) (mm/rev) WNMG 080408-NR 8.70 12.70 4.76 0.80 • • • • 1.00-5.00 0.18-0.50 WNMG 080412-NR 8.70 12.70 4.76 1.20 • • • • • 2.00-5.00 0.23-0.55 WNMG 080416-NR 8.70 12.70 4.76 1.60 • • 2.00-5.00 0.30-0.60 • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: A/S-MWLNR/L-W (103) • A/S-PWLNR/L (104) • C#-MULNR/L-MW (16) • C#-PWLNR/L-08-JHP (9) • DWLNR/L (10) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • MWLNR/L-W (18) • PWLNR/L (8) • PWLNR/L-08-JHP (9) • PWLNR/L-X (11) • PWLNR/L-X-JHP (12) • PWLNR/L-X-JHP-MC (13) • S-DWLNR/L (99) • S-MULNR-MW (105) • DWLNR/L-JHP-MC (10) 80° 95° 95º WNMG-TNM L 95° Double-Sided Trigon Inserts for Semi-Roughing and Roughing Applications RE IC S Dimensions Tough 1 Hard Recommended Machining Data ap f Designation L IC S RE (mm) (mm/rev) WNMG 080408-TNM 8.70 12.70 4.76 0.80 • 2.00-4.50 0.25-0.45 WNMG 080412-TNM 8.70 12.70 4.76 1.20 • 2.00-4.50 0.25-0.45 WNMG 130612-TNM 13.03 19.05 6.35 1.20 • • • • 2.50-7.00 0.25-0.65 WNMG 130616-TNM 13.03 19.05 6.35 1.60 • • 2.50-7.00 0.25-0.65 WNMG 130624-TNM 13.03 19.05 6.35 2.40 • • 3.00-7.00 0.30-0.65 • This inserts should be used with SEAT IWSN 635M3 only! • For user guide and cutting speed recommendations, see pages 122-134, 236-248 For tools, see pages: A/S-MWLNR/L-W (103) • A/S-PWLNR/L (104) • C#-MULNR/L-MW (16) • C#-PWLNR/L-08-JHP (9) • DWLNR/L (10) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • MWLNR/L-13W (18) • MWLNR/L-W (18) • PWLNR/L (8) • PWLNR/L-08-JHP (9) • PWLNR/L-X (11) • PWLNR/L-X-JHP (12) • PWLNR/L-X-JHP-MC (13) • S-DWLNR/L (99) • S-MULNR-MW (105) • DWLNR/L-JHP-MC (10) 142 ISCAR