Каталог Iscar отрезка 2022 - страница 74
Навигация
 Каталог Iscar монолитные фрезы 2022
Каталог Iscar монолитные фрезы 2022 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar расточные системы
Каталог Iscar расточные системы Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022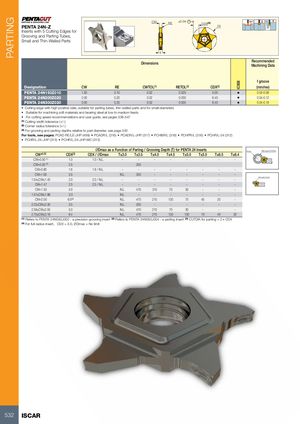
PARTING IC908 CW RE ±0.04 CDX(3) PENTA 24N-Z 24 Inserts with 5 Cutting Edges for Grooving and Parting Tubes, Small and Thin-Walled Parts 4 Dimensions RecommendedMachining Data f groove Designation CW RE CWTOL(1) RETOL(2) CDX(3) (mm/rev) PENTA 24N150Z010 1.50 0.10 0.02 0.020 5.00 • 0.05-0.08 PENTA 24N200Z020 2.00 0.20 0.02 0.030 6.40 • 0.04-0.12 PENTA 24N300Z020 3.00 0.20 0.02 0.000 6.40 • 0.04-0.16 • Cutting edge with high positive rake, suitable for parting tubes, thin walled parts and for small diameters • Suitable for machining soft materials and bearing steel at low to medium feeds • For cutting speed recommendations and user guide, see pages 538-547 (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) (3) For grooving and parting depths relative to part diameter, see page 532 For tools, see pages: PCAD RE/LE-JHP (499) • PCADR/L (316) • PCADR/L-JHP (317) • PCHBR/L (318) • PCHPR/L (316) • PCHR/L-24 (312) • PCHR/L-24-JHP (313) • PCHR/L-24-JHP-MC (313) ØDmax as a Function of Parting / Grooving Depth (T) for PENTA 24 Inserts Tmax ØDmax(CUTDIA) CW±0.02 CDX(3) CDX / ØDmax T≤3.0 T≤3.5 T≤4.0 T≤4.5 T≤5.0 T≤5.5 T≤6.5 T≤6.4 CW=0.50 (1) 1.0 1.0 / N.L. - - - - - - - - CW=0.50 (2) 2.5 250 CW=0.80 1.6 1.6 / N.L. - - - - - - - - CW=1.00 3.5 N.L. 250 - - - - - - ØDmax(CUTDIA) 1.04≤CW≤1.40 2.0 2.0 / N.L. - - - - - - - - CW=1.47 2.5 2.5 / N.L. - - - - - - - - CW=1.50 5.0 N.L. 470 210 70 30 - - - 1.57≤CW≤1.96 3.0 N.L. - - - - - - - CW=2.00 6.0(4) N.L. 470 210 130 75 45 20 - 2.22≤CW≤2.30 3.5 N.L. 250 - - - - - - 2.39≤CW≤2.50 5.0 N.L. 470 210 70 30 - - - 2.70≤CW≤3.18 6.4 N.L. 470 210 135 100 70 40 20 (1) Refers to PENTA 24N050J000 - a precision grooving insert (2) Refers to PENTA 24N050J004 - a parting insert (3) CUTDIA for parting = 2 x CDX (4) For full radius insert, CDX = 3.0, ØDmax = No limit 532 ISCAR