Каталог Iscar обработка канавок 2022 - страница 30
Навигация
 Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar инструментальная оснастка 2022
Каталог Iscar инструментальная оснастка 2022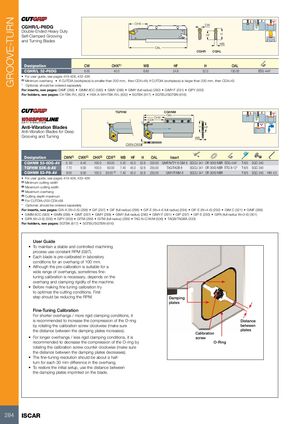
GROOVE-TURN CGHR/L-P8DG OHX CW Double-Ended Heavy Duty Self-Clamped Grooving HF H and Turning Blades WB OAL CGHR CGHL Designation CW OHX(1) WB HF H OAL CGHR/L 32-P8DG 8.00 40.0 6.80 24.8 32.0 150.00 EDG 44A* • For user guide, see pages 419-428, 432-436 (1) Minimum overhang • If CUTDIA (workpiece) is smaller than 200 mm, then CDX=48; if CUTDIA (workpiece) is larger than 200 mm, then CDX=43 * Optional, should be ordered separately For inserts, see pages: GIMF (288) • GIMM 8CC (583) • GIMY (288) • GIMY (full radius) (290) • GIMY-F (291) • GIPY (300) For holders, see pages: C#-TBK-R/L (623) • HSK A-WH-TBK-R/L (632) • SGTBK (617) • SGTBU/SGTBN (616) TGFHM CGHNM OAL OHX CDX Anti-Vibration Blades H HF Anti-Vibration Blades for Deep Grooving and Turning WB CWN-CWX Designation CWN(1) CWX(2) OHX(3) CDX(4) WB HF H OAL Insert CGHNM 53-6DG-AV 5. 50 6.40 100.0 93.00 5.20 45.0 52.6 235.00 GIMF/N/T/Y 6 GIM 6 SGCU 341 OR 30X3 NBR EDG 44A* T-6/5 SGC 340 TGFHM 53K-8-AV 7.70 9.00 100.0 93.00 7.40 45.0 52.6 235.00 TAG/TAGB 8 SGCU 341 OR 30X3 NBR ETG 8-12* T-6/5 SGC 340 CGHNM 53-P8-AV 8.00 8.00 100.0 93.00 (5) 7.40 45.0 52.6 235.00 GIMY/F/MM 8 SGCU 341 OR 30X3 NBR T-6/5 SGC 340 HW 4.0 • For user guide, see pages 419-428, 432-436 (1) Minimum cutting width (2) Maximum cutting width (3) Maximum overhang (4) Cutting depth maximum (5) For CUTDIA<200 CDX=98 * Optional, should be ordered separately For inserts, see pages: GIA-K (W=3-6) (298) • GIF (297) • GIF (full radius) (298) • GIF-E (W=4-6 full radius) (294) • GIF-E (W=4-6) (292) • GIM-C (521) • GIMF (288) • GIMM 8CC (583) • GIMN (289) • GIMT (287) • GIMY (288) • GIMY (full radius) (290) • GIMY-F (291) • GIP (297) • GIP-E (293) • GIPA (full radius W=3-6) (301) • GIPA (W=3-6) (300) • GIPY (300) • GITM (299) • GITM (full radius) (299) • TAG N-C/W/M (506) • TAGB/TAGBA (333) For holders, see pages: SGTBK (617) • SGTBU/SGTBN (616) User Guide • To maintain a stable and controlled machining process use constant RPM (G97). • Each blade is pre-calibrated in laboratory conditions for an overhang of 100 mm. • Although the pre-calibration is suitable for a wide range of overhangs, sometimes fine- tuning calibration is necessary, depends on the overhang and clamping rigidity of the machine. • Before making fine tuning calibration try to optimize the cutting conditions. First step should be reducing the RPM. Damping plates Fine-Tuning Calibration For shorter overhangs / more rigid clamping conditions, it is recommended to increase the compression of the O-ring Distance by rotating the calibration screw clockwise (make sure between the distance between the damping plates increases). platesCalibration • For longer overhangs / less rigid clamping conditions, it is screw recommended to decrease the compression of the O-ring by O-Ring rotating the calibration screw counter clockwise (make sure the distance between the damping plates decreases). • The fine-tuning resolution should be about a half- turn for each 30 mm difference in the overhang. • To restore the initial setup, use the distance between the damping plates imprinted on the blade. 284 ISCAR