Каталог Iscar обработка канавок 2022 - страница 18
Навигация
 Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar инструментальная оснастка 2022
Каталог Iscar инструментальная оснастка 2022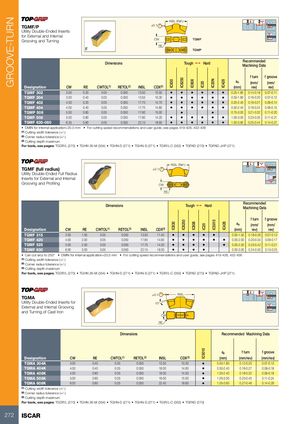
GROOVE-TURN IC830IC830 IC8250IC8250 IC808IC808 IC20IC20IC5010 IC20NIC5010 IC428IC428 INSL (Ref.) TGMF/P ±0.1 Utility Double-Ended Inserts for External and Internal Grooving and Turning CW TGMF RE TGMP Dimensions Tough 1 Hard RecommendedMachining Data f turn f groove ap (mm/ (mm/ Designation CW RE CWTOL(1) RETOL(2) INSL CDX(3) (mm) rev) rev) TGMF 302 3.00 0.20 0.05 0.050 13.50 10.50 • • • • • • 0.25-1.80 0.14-0.18 0.07-0.11 TGMF 304 3.00 0.40 0.05 0.050 13.55 10.30 • • • • • • 0.50-1.80 0.16-0.20 0.07-0.12 TGMF 402 4.00 0.20 0.05 0.050 17.70 14.70 • • • • • • 0.20-2.40 0.16-0.21 0.09-0.14 TGMF 404 4.00 0.40 0.05 0.050 17.70 14.60 • • • • • • 0.50-2.40 0.18-0.24 0.09-0.15 TGMP 506 5.00 0.60 0.05 0.050 17.60 15.00 • • 0.75-3.00 0.21-0.32 0.11-0.20 TGMF 508 5.00 0.80 0.05 0.050 17.80 14.20 • • • • • • 1.00-3.00 0.23-0.35 0.11-0.21 TGMF 635-080 6.35 0.80 0.05 0.050 22.15 18.60 • • • • • • 1.00-3.80 0.25-0.44 0.14-0.27 • DMIN for internal application=20.5 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436 (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) (3) Cutting depth maximum For tools, see pages: TGDR/L (270) • TGHN 26-M (354) • TGHN-D (271) • TGHN-S (271) • TGIR/L-C (353) • TGPAD (270) • TGPAD-JHP (271) INSL (Ref.) TGMF (full radius) ±0.1 Utility Double-Ended Full Radius Inserts for External and Internal Grooving and Profiling CW RE Dimensions Tough 1 Hard RecommendedMachining Data f turn f groove ap (mm/ (mm/ Designation CW RE CWTOL(1) RETOL(2) INSL CDX(3) (mm) rev) rev) TGMF 315 3.00 1.50 0.05 0.050 13.50 11.40 • • • • • 0.00-1.50 0.18-0.26 0.07-0.13 TGMF 420 4.00 2.00 0.05 0.050 17.80 14.90 • • • • • • 0.00-2.00 0.20-0.34 0.09-0.17 TGMF 525 5.00 2.50 0.05 0.050 17.75 14.30 • • • • • 0.00-2.50 0.23-0.42 0.11-0.21 TGMF 630 6.00 3.00 0.05 0.050 22.15 18.30 • • • • 0.00-3.00 0.24-0.50 0.13-0.25 • Can cut arcs to 250° • DMIN for internal application=20.5 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436 (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) (3) Cutting depth maximum For tools, see pages: TGDR/L (270) • TGHN 26-M (354) • TGHN-D (271) • TGHN-S (271) • TGIR/L-C (353) • TGPAD (270) • TGPAD-JHP (271) ±0.1 INSL TGMA Utility Double-Ended Inserts for 15° External and Internal Grooving and Turning of Cast Iron CW RE Dimensions Recommended Machining Data ap f turn f groove Designation CW RE CWTOL(1) RETOL(2) INSL CDX(3) (mm) (mm/rev) (mm/rev) TGMA 304K 3.00 0.40 0.05 0.050 13.50 10.30 • 0.50-1.80 0.12-0.20 0.07-0.13 TGMA 404K 4.00 0.40 0.05 0.050 18.00 14.60 • 0.50-2.40 0.16-0.27 0.09-0.18 TGMA 408K 4.00 0.80 0.05 0.050 18.00 14.50 • 1.00-2.40 0.18-0.32 0.09-0.19 TGMA 508K 5.00 0.80 0.05 0.050 18.00 15.00 • 1.00-3.00 0.23-0.40 0.11-0.24 TGMA 608K 6.00 0.80 0.05 0.050 22.40 18.60 • 1.00-3.60 0.27-0.48 0.14-0.29 (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) (3) Cutting depth maximum For tools, see pages: TGDR/L (270) • TGHN 26-M (354) • TGHN-D (271) • TGHN-S (271) • TGIR/L-C (353) • TGPAD (270) 272 ISCAR