Каталог Iscar монолитные фрезы 2022 - страница 8
Навигация
 Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022 Каталог Iscar инструмент для нарезания резьбы
Каталог Iscar инструмент для нарезания резьбы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022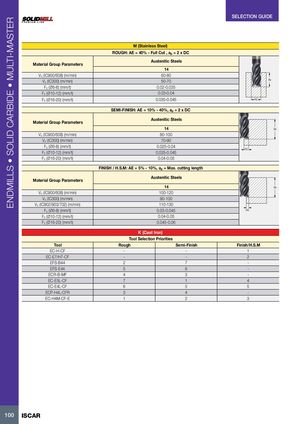
ENDMILLS • SOLID CARBIDE • MULTI-MASTER SELECTION GUIDE M (Stainless Steel) ROUGH: AE = 40% - Full Cut , ap = 2 x DC Material Group Parameters Austenitic Steels 14 Vc (IC900/608) (m/min) 60-80 Vc (IC300) (m/min) 50-70 ap Fz (Ø6-8) (mm/t) 0.02-0.035 Fz (Ø10-12) (mm/t) 0.03-0.04 Fz (Ø16-20) (mm/t) 0.035-0.045 AE SEMI-FINISH: AE = 10% - 40%, ap = 2 x DC Material Group Parameters Austenitic Steels 14 ap Vc (IC900/608) (m/min) 80-100 Vc (IC300) (m/min) 70-90 Fz (Ø6-8) (mm/t) 0.025-0.04 AE Fz (Ø10-12) (mm/t) 0.035-0.045 Fz (Ø16-20) (mm/t) 0.04-0.05 FINISH / H.S.M: AE = 5% - 10%, ap = Max. cutting length Austenitic Steels Material Group Parameters 14 ap Vc (IC900/608) (m/min) 100-120 Vc (IC300) (m/min) 90-100 Vc (IC902/903/702) (m/min) 110-130 Fz (Ø6-8) (mm/t) 0.03-0.045 AE Fz (Ø10-12) (mm/t) 0.04-0.05 Fz (Ø16-20) (mm/t) 0.045-0.06 K (Cast Iron) Tool Selection Priorities Tool Rough Semi-Finish Finish/H.S.M EC-H-CF - - 1 EC-E7/H7-CF - - 2 EFS-B44 2 7 - EFS-E44 5 6 - ECR-B-MF 4 3 - EC-E5L-CF 7 1 4 EC-E4L-CF 6 5 5 ECP-H4L-CFR 3 4 - EC-H4M-CF-E 1 2 3 100 ISCAR