Каталог Iscar монолитные фрезы 2022 - страница 37
Навигация
 Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022 Каталог Iscar инструмент для нарезания резьбы
Каталог Iscar инструмент для нарезания резьбы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar инструмент для токарной обработки
Каталог Iscar инструмент для токарной обработки Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022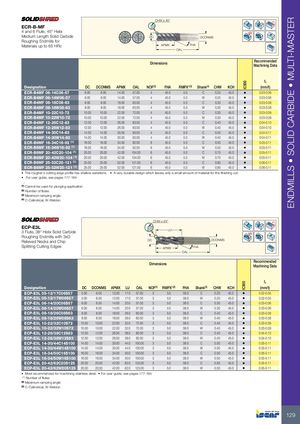
IC900IC900 ENDMILLS • SOLID CARBIDE • MULTI-MASTER CHW x 45° Rd° ECR-B-MF 4 and 6 Flute, 45° Helix Medium Length Solid Carbide DC DCONMS Roughing Endmills for Materials up to 65 HRc APMX FHA OAL Dimensions RecommendedMachining Data fz Designation DC DCONMS APMX OAL NOF(2) FHA RMPX°(3) Shank(4) CHW KCH (mm/t) ECR-B4MF 06-14C06-57 6.00 6.00 14.00 57.00 4 45.0 5.0 C 0.25 45.0 • 0.03-0.06 ECR-B4MF 06-14W06-57 6.00 6.00 14.00 57.00 4 45.0 5.0 W 0.25 45.0 • 0.03-0.06 ECR-B4MF 08-18C08-63 8.00 8.00 18.00 63.00 4 45.0 5.0 C 0.30 45.0 • 0.03-0.08 ECR-B4MF 08-18W08-63 8.00 8.00 18.00 63.00 4 45.0 5.0 W 0.30 45.0 • 0.03-0.08 ECR-B4MF 10-22C10-72 10.00 10.00 22.00 72.00 4 45.0 5.0 C 0.30 45.0 • 0.03-0.09 ECR-B4MF 10-22W10-72 10.00 10.00 22.00 72.00 4 45.0 5.0 W 0.30 45.0 • 0.03-0.09 ECR-B4MF 12-26C12-83 12.00 12.00 26.00 83.00 4 45.0 5.0 C 0.40 45.0 • 0.04-0.10 ECR-B4MF 12-26W12-83 12.00 12.00 26.00 83.00 4 45.0 5.0 W 0.40 45.0 • 0.04-0.10 ECR-B4MF 14-30C14-83 14.00 14.00 30.00 83.00 4 45.0 5.0 C 0.40 45.0 • 0.04-0.11 ECR-B4MF 14-30W14-83 14.00 14.00 30.00 83.00 4 45.0 5.0 W 0.40 45.0 • 0.04-0.11 ECR-B6MF 16-34C16-92 (1) 16.00 16.00 34.00 92.00 6 45.0 5.0 C 0.50 45.0 • 0.05-0.11 ECR-B6MF 16-34W16-92 (1) 16.00 16.00 34.00 92.00 6 45.0 5.0 W 0.50 45.0 • 0.05-0.11 ECR-B6MF 20-42C20-104 (1) 20.00 20.00 42.00 104.00 6 45.0 5.0 C 0.70 45.0 • 0.05-0.11 ECR-B6MF 20-42W20-104 (1) 20.00 20.00 42.00 104.00 6 45.0 5.0 W 0.70 45.0 • 0.05-0.11 ECR-B6MF 25-52C25-121 (1) 25.00 25.00 52.00 121.00 6 45.0 5.0 C 0.90 45.0 • 0.06-0.11 ECR-B6MF 25-52W25-121 (1) 25.00 25.00 52.00 121.00 6 45.0 5.0 W 0.90 45.0 • 0.06-0.11 • The rougher's cutting edge profile has shallow serrations. • A very durable design which leaves only a small amount of material for the finishing cut. • For user guide, see pages 177-184 .. (1) Cannot be used for plunging application (2) Number of flutes (3) Maximum ramping angle (4) C-Cylindrical, W-Weldon CHW x 45° Rd° ECP-E3L 3 Flute, 38° Helix Solid Carbide LU Roughing Endmills with 3xD Relieved Necks and Chip DC DCONMS Splitting Cutting Edges APMX FHA OAL Dimensions RecommendedMachining Data fz Designation DC DCONMS APMX LU OAL NOF(1) RMPX°(2) FHA Shank(3) CHW KCH (mm/t) ECP-E3L 05-12/17C06S57 5.00 6.00 12.00 17.0 57.00 3 5.0 38.0 C 0.20 45.0 • 0.02-0.05 ECP-E3L 05-12/17W06S57 5.00 6.00 12.00 17.0 57.00 3 5.0 38.0 W 0.20 45.0 • 0.02-0.05 ECP-E3L 06-14/20C06S57 6.00 6.00 14.00 20.0 57.00 3 5.0 38.0 C 0.30 45.0 • 0.03-0.06 ECP-E3L 06-14/20W06S57 6.00 6.00 14.00 20.0 57.00 3 5.0 38.0 W 0.30 45.0 • 0.03-0.06 ECP-E3L 08-18/26C08S63 8.00 8.00 18.00 26.0 63.00 3 5.0 38.0 C 0.40 45.0 • 0.03-0.08 ECP-E3L 08-18/26W08S63 8.00 8.00 18.00 26.0 63.00 3 5.0 38.0 W 0.40 45.0 • 0.03-0.08 ECP-E3L 10-22/32C10S72 10.00 10.00 22.00 32.0 72.00 3 5.0 38.0 C 0.40 45.0 • 0.03-0.09 ECP-E3L 10-22/32W10S72 10.00 10.00 22.00 32.0 72.00 3 5.0 38.0 W 0.40 45.0 • 0.03-0.09 ECP-E3L 12-26/38C12S83 12.00 12.00 26.00 38.0 83.00 3 5.0 38.0 C 0.40 45.0 • 0.04-0.10 ECP-E3L 12-26/38W12S83 12.00 12.00 26.00 38.0 83.00 3 5.0 38.0 W 0.40 45.0 • 0.04-0.10 ECP-E3L 14-30/44C14S100 14.00 14.00 30.00 44.0 100.00 3 5.0 38.0 C 0.50 45.0 • 0.05-0.11 ECP-E3L 14-30/44W14S100 14.00 14.00 30.00 44.0 100.00 3 5.0 38.0 W 0.50 45.0 • 0.05-0.11 ECP-E3L 16-34/50C16S100 16.00 16.00 34.00 50.0 100.00 3 5.0 38.0 C 0.50 45.0 • 0.05-0.11 ECP-E3L 16-34/50W16S100 16.00 16.00 34.00 50.0 100.00 3 5.0 38.0 W 0.50 45.0 • 0.05-0.11 ECP-E3L 20-42/62C20S125 20.00 20.00 42.00 62.0 125.00 3 5.0 38.0 C 0.50 45.0 • 0.05-0.11 ECP-E3L 20-42/62W20S125 20.00 20.00 42.00 62.0 125.00 3 5.0 38.0 W 0.50 45.0 • 0.05-0.11 • Most recommended for machining stainless steel. • For user guide, see pages 177-184 (1) Number of flutes (2) Maximum ramping angle (3) C-Cylindrical, W-Weldon 129