Каталог Iscar инструментальная оснастка 2022 - страница 131
Навигация
 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar монолитные фрезы 2022
Каталог Iscar монолитные фрезы 2022 Каталог Iscar расточные системы
Каталог Iscar расточные системы Каталог Iscar обработка канавок 2022
Каталог Iscar обработка канавок 2022 Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018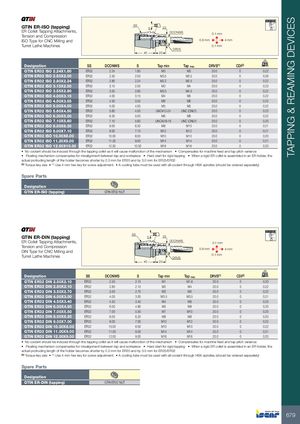
TAPPING & REAMING DEVICES 58-60 HRc GTIN ER-ISO (tapping) SS S 22 ER Collet Tapping Attachments,Tension and Compression DCONWS 0.1 mm ISO Type for CNC Milling and 0.8 mm 4 mm Turret Lathe Machines 0.1 mm DRVS 40 20 Designation SS DCONWS S Tap min Tap max DRVS(1) CDI(2) kg GTIN ER32 ISO 2.24X1.80 ER32 2.24 1.80 M3 M3 20.0 0 0.22 GTIN ER32 ISO 2.50X2.00 ER32 2.50 2.00 M3.5 M3.5 20.0 0 0.26 GTIN ER32 ISO 2.80X2.24 ER32 2.80 2.24 M2.2 M2.5 20.0 0 0.22 GTIN ER32 ISO 3.15X2.50 ER32 3.15 2.50 M3 M4 20.0 0 0.23 GTIN ER32 ISO 3.55X2.80 ER32 3.55 2.80 M3.5 M4.5 20.0 0 0.22 GTIN ER32 ISO 4.00X3.15 ER32 4.00 3.15 M4 M5 20.0 0 0.22 GTIN ER32 ISO 4.50X3.55 ER32 4.50 3.55 M6 M6 20.0 0 0.22 GTIN ER32 ISO 5.00X4.00 ER32 5.00 4.00 M5 M5 20.0 0 0.22 GTIN ER32 ISO 5.60X4.50 ER32 5.60 4.50 UNC#12-24 UNC (ONLY) 20.0 0 0.23 GTIN ER32 ISO 6.30X5.00 ER32 6.30 5.00 M6 M8 20.0 0 0.22 GTIN ER32 ISO 7.10X5.60 ER32 7.10 5.60 UNC#3/8-16 UNC (ONLY) 20.0 0 0.20 GTIN ER32 ISO 8.00X6.30 ER32 8.00 6.30 M8 M10 20.0 0 0.21 GTIN ER32 ISO 9.00X7.10 ER32 9.00 7.10 M12 M12 20.0 0 0.21 GTIN ER32 ISO 10.00X8.00 ER32 10.00 8.00 M10 M10 20.0 0 0.20 GTIN ER32 ISO 11.20X9.00 ER32 11.20 9.00 M14 M14 20.0 0 0.21 GTIN ER32 ISO 12.50X10.00 ER32 12.50 10.00 M16 M16 20.0 0 0.20 • No coolant should be induced through the tapping collet as it will cause malfunction of the mechanism • Compensates for machine feed and tap pitch variance • Floating mechanism compensates for misalignment between tap and workpiece • Hard start for rigid tapping • When a rigid ER collet is assembled in an ER holder, the actual protruding length of the holder becomes shorter by 2.0 mm for ER20 and by 3.0 mm for ER25/ER32 (1) Torque key size • (1) Use 4 mm hex key for screw adjustment. • A cooling tube must be used with all coolant through HSK spindles (should be ordered separately) Spare Parts Designation GTIN ER-ISO (tapping) GTIN ER32 NUT 58-60 HRc GTIN ER-DIN (tapping) SS S 22 ER Collet Tapping Attachments, DCONWS 0.1 mm Tension and Compression 0.8 mm 4 mm DIN Type for CNC Milling and Turret Lathe Machines 0.1 mmDRVS 40 20 Designation SS DCONWS S Tap min Tap max DRVS(1) CDI(2) kg GTIN ER32 DIN 2.50X2.10 ER32 2.50 2.10 M1 M1.8 20.0 0 0.20 GTIN ER32 DIN 2.80X2.10 ER32 2.80 2.10 M2 M4 20.0 0 0.22 GTIN ER32 DIN 3.50X2.70 ER32 3.50 2.70 M3 M5 20.0 0 0.22 GTIN ER32 DIN 4.00X3.00 ER32 4.00 3.00 M3.5 M3.5 20.0 0 0.21 GTIN ER32 DIN 4.50X3.40 ER32 4.50 3.40 M4 M6 20.0 0 0.20 GTIN ER32 DIN 6.00X4.90 ER32 6.00 4.90 M5 M8 20.0 0 0.20 GTIN ER32 DIN 7.00X5.50 ER32 7.00 5.50 M7 M10 20.0 0 0.20 GTIN ER32 DIN 8.00X6.20 ER32 8.00 6.20 M8 M8 20.0 0 0.20 GTIN ER32 DIN 9.00X7.00 ER32 9.00 7.00 M12 M12 20.0 0 0.22 GTIN ER32 DIN 10.00X8.00 ER32 10.00 8.00 M10 M10 20.0 0 0.22 GTIN ER32 DIN 11.00X9.00 ER32 11.00 9.00 M14 M14 20.0 0 0.21 GTIN ER32 DIN 12.00X9.00 ER32 12.00 9.00 M16 M16 20.0 0 0.20 • No coolant should be induced through the tapping collet as it will cause malfunction of the mechanism • Compensates for machine feed and tap pitch variance • Floating mechanism compensates for misalignment between tap and workpiece • Hard start for rigid tapping • When a rigid ER collet is assembled in an ER holder, the actual protruding length of the holder becomes shorter by 2.0 mm for ER20 and by 3.0 mm for ER25/ER32 (1) Torque key size • (1) Use 4 mm hex key for screw adjustment. • A cooling tube must be used with all coolant through HSK spindles (should be ordered separately) Spare Parts Designation GTIN ER-DIN (tapping) GTIN ER32 NUT 679