Каталог Iscar державки и пластины для нарезания резьбы 2022 - страница 13
Навигация
 Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022 Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструмент для нарезания резьбы
Каталог Iscar инструмент для нарезания резьбы Каталог Iscar отрезка 2022
Каталог Iscar отрезка 2022 Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022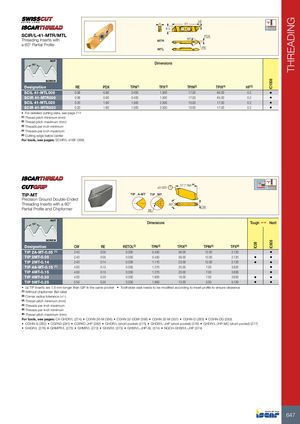
IC08 IC1008IC908 THREADING HF 4 41 8.5 SCIR/L-41-MTR/MTL PDX Threading Inserts with MTR 60° a 60° Partial Profile MTL RE NUT60° Dimensions SCREW Designation RE PDX TPN(1) TPX(2) TPIN(3) TPIX(4) HF(5) SCIL 41-MTL006 0.06 0.90 0.400 1.500 17.00 64.00 0.2 • SCIR 41-MTR006 0.06 0.90 0.400 1.500 17.00 64.00 0.2 • SCIL 41-MTL020 0.20 1.60 1.500 2.500 10.00 17.00 0.2 • SCIR 41-MTR020 0.20 1.60 1.500 2.500 10.00 17.00 0.2 • • For detailed cutting data, see page 711 (1) Thread pitch minimum (mm) (2) Thread pitch maximum (mm) (3) Threads per inch minimum (4) Threads per inch maximum (5) Cutting edge below center For tools, see pages: SCHR/L-41BF (369) 17.7 Ref.(a) ±0.025 TIP-MT TIP _A-MT TIP _MT Precision Ground Double-Ended Threading Inserts with a 60° 60° Partial Profile and Chipformer CWRE NUT60° Dimensions Tough 1 Hard SCREW Designation CW RE RETOL(2) TPN(3) TPIX(4) TPIN(5) TPX(6) TIP 2A-MT-0.05 (1) 2.40 0.05 0.030 0.450 56.00 12.00 2.120 • TIP 2MT-0.05 2.40 0.05 0.030 0.450 56.00 12.00 2.120 • • TIP 2MT-0.14 2.40 0.14 0.030 1.110 23.00 12.00 2.120 • • TIP 4A-MT-0.15 (1) 4.00 0.15 0.030 1.270 20.00 7.00 3.630 • TIP 4MT-0.15 4.00 0.15 0.030 1.270 20.00 7.00 3.630 • TIP 4MT-0.20 4.00 0.20 0.030 1.600 16.00 7.00 3.630 • • TIP 5MT-0.25 5.50 0.25 0.030 1.950 13.00 5.00 5.100 • • • (a) TIP inserts are 1.6 mm longer than GIP in the same pocket • Toolholder seat needs to be modified according to insert profile to ensure clearance (1) Without chipformer (flat rake) (2) Corner radius tolerance (+/-) (3) Thread pitch minimum (mm) (4) Threads per inch maximum (5) Threads per inch minimum (6) Thread pitch maximum (mm) For tools, see pages: C#-GHDR/L (274) • CGHN 26-M (356) • CGHN 32-DGM (358) • CGHN 32-M (357) • CGHN-D (283) • CGHN-DG (283) • CGHN-S (282) • CGPAD (281) • CGPAD-JHP (282) • GHDR/L (short pocket) (275) • GHDR/L-JHP (short pocket) (276) • GHDR/L-JHP-MC (short pocket) (277) • GHGR/L (278) • GHMPR/L (273) • GHMR/L (273) • GHSR/L (373) • GHSR/L-JHP-SL (374) • NQCH-GHSR/L-JHP (374) 647