Каталог Iscar инструмента для сверления - страница 30
Навигация
 Каталог Iscar монолитные фрезы 2022
Каталог Iscar монолитные фрезы 2022 Каталог Iscar инструмент для нарезания резьбы
Каталог Iscar инструмент для нарезания резьбы Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки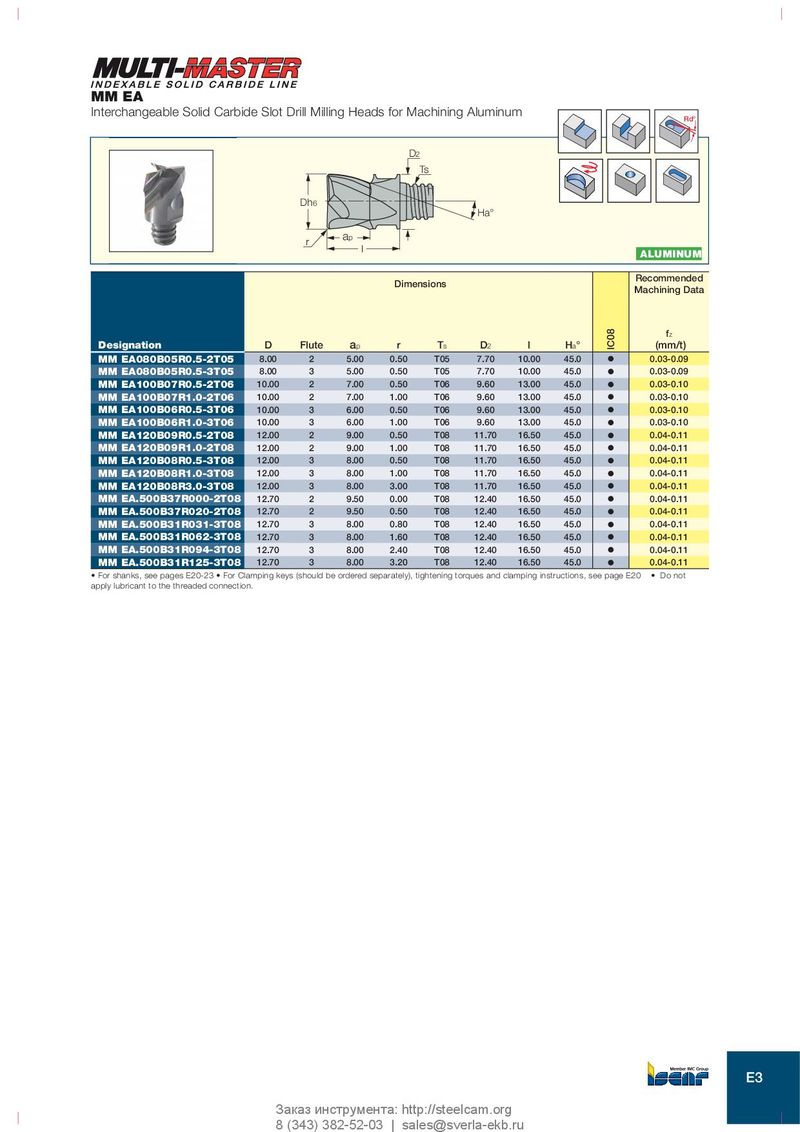
MM EA Interchangeable Solid Carbide Slot Drill Milling Heads for Machining Aluminum Rd° D2 Ts D h6 Ha° ap r l ALUMINUM Recommended Dimensions Machining Data f z Designation D Flute a p r T s D 2 l H a ° IC08 (mm/t) MM EA080B05R0.5-2T05 8.00 2 5.00 0.50 T05 7.70 10.00 45.0 O 0.03-0.09 MM EA080B05R0.5-3T05 8.00 3 5.00 0.50 T05 7.70 10.00 45.0 O 0.03-0.09 MM EA100B07R0.5-2T06 10.00 2 7.00 0.50 T06 9.60 13.00 45.0 O 0.03-0.10 MM EA100B07R1.0-2T06 10.00 2 7.00 1.00 T06 9.60 13.00 45.0 O 0.03-0.10 MM EA100B06R0.5-3T06 10.00 3 6.00 0.50 T06 9.60 13.00 45.0 O 0.03-0.10 MM EA100B06R1.0-3T06 10.00 3 6.00 1.00 T06 9.60 13.00 45.0 O 0.03-0.10 MM EA120B09R0.5-2T08 12.00 2 9.00 0.50 T08 11.70 16.50 45.0 O 0.04-0.11 MM EA120B09R1.0-2T08 12.00 2 9.00 1.00 T08 11.70 16.50 45.0 O 0.04-0.11 MM EA120B08R0.5-3T08 12.00 3 8.00 0.50 T08 11.70 16.50 45.0 O 0.04-0.11 MM EA120B08R1.0-3T08 12.00 3 8.00 1.00 T08 11.70 16.50 45.0 O 0.04-0.11 MM EA120B08R3.0-3T08 12.00 3 8.00 3.00 T08 11.70 16.50 45.0 O 0.04-0.11 MM EA.500B37R000-2T08 12.70 2 9.50 0.00 T08 12.40 16.50 45.0 O 0.04-0.11 MM EA.500B37R020-2T08 12.70 2 9.50 0.50 T08 12.40 16.50 45.0 O 0.04-0.11 MM EA.500B31R031-3T08 12.70 3 8.00 0.80 T08 12.40 16.50 45.0 O 0.04-0.11 MM EA.500B31R062-3T08 12.70 3 8.00 1.60 T08 12.40 16.50 45.0 O 0.04-0.11 MM EA.500B31R094-3T08 12.70 3 8.00 2.40 T08 12.40 16.50 45.0 O 0.04-0.11 MM EA.500B31R125-3T08 12.70 3 8.00 3.20 T08 12.40 16.50 45.0 O 0.04-0.11 • For shanks, see pages E20-23 • For Clamping keys (should be ordered separately), tightening torques and clamping instructions, see page E20 • Do not apply lubricant to the threaded connection. E3 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru