Каталог Iscar инструмент для внутренней обработки - страница 97
Навигация
 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar обработка канавок 2022
Каталог Iscar обработка канавок 2022 Каталог Iscar инструмент для нарезания резьбы
Каталог Iscar инструмент для нарезания резьбы Каталог Iscar инструмент для мелкоразмерной обработки
Каталог Iscar инструмент для мелкоразмерной обработки Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022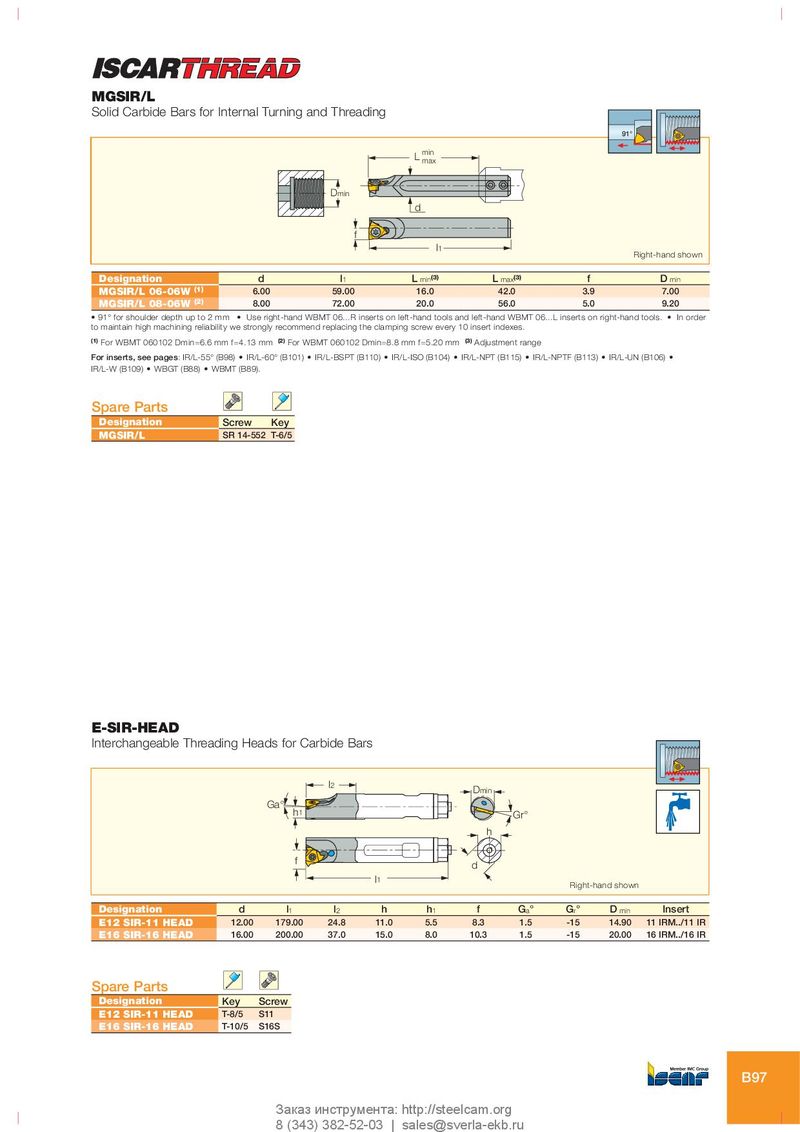
MGSIR/L Solid Carbide Bars for Internal Turning and Threading 91° min L max Dmin d f l1 Right-hand shown Designation d l 1 L min (3) L max (3) f D min MGSIR/L 06-06W (1) 6.00 59.00 16.0 42.0 3.9 7.00 MGSIR/L 08-06W (2) 8.00 72.00 20.0 56.0 5.0 9.20 • 91° for shoulder depth up to 2 mm • Use right-hand WBMT 06...R inserts on left-hand tools and left-hand WBMT 06...L inserts on right-hand tools. • In order to maintain high machining reliability we strongly recommend replacing the clamping screw every 10 insert indexes. (1) For WBMT 060102 Dmin=6.6 mm f=4.13 mm (2) For WBMT 060102 Dmin=8.8 mm f=5.20 mm (3) Adjustment range For inserts, see pages: IR/L-55° (B98) • IR/L-60° (B101) • IR/L-BSPT (B110) • IR/L-ISO (B104) • IR/L-NPT (B115) • IR/L-NPTF (B113) • IR/L-UN (B106) • IR/L-W (B109) • WBGT (B88) • WBMT (B89). Spare Parts Designation Screw Key MGSIR/L SR 14-552 T-6/5 E-SIR-HEAD Interchangeable Threading Heads for Carbide Bars l 2 Dmin Ga° h 1 Gr° h f d l 1 Right-hand shown Designation d l 1 l 2 h h 1 f G a ° G r ° D min Insert E12 SIR-11 HEAD 12.00 179.00 24.8 11.0 5.5 8.3 1.5 -15 14.90 11 IRM../11 IR E16 SIR-16 HEAD 16.00 200.00 37.0 15.0 8.0 10.3 1.5 -15 20.00 16 IRM../16 IR Spare Parts Designation Key Screw E12 SIR-11 HEAD T-8/5 S11 E16 SIR-16 HEAD T-10/5 S16S B97 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru