Каталог Iscar инструмент для внутренней обработки - страница 70
Навигация
 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar обработка канавок 2022
Каталог Iscar обработка канавок 2022 Каталог Iscar инструмент для нарезания резьбы
Каталог Iscar инструмент для нарезания резьбы Каталог Iscar инструмент для мелкоразмерной обработки
Каталог Iscar инструмент для мелкоразмерной обработки Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022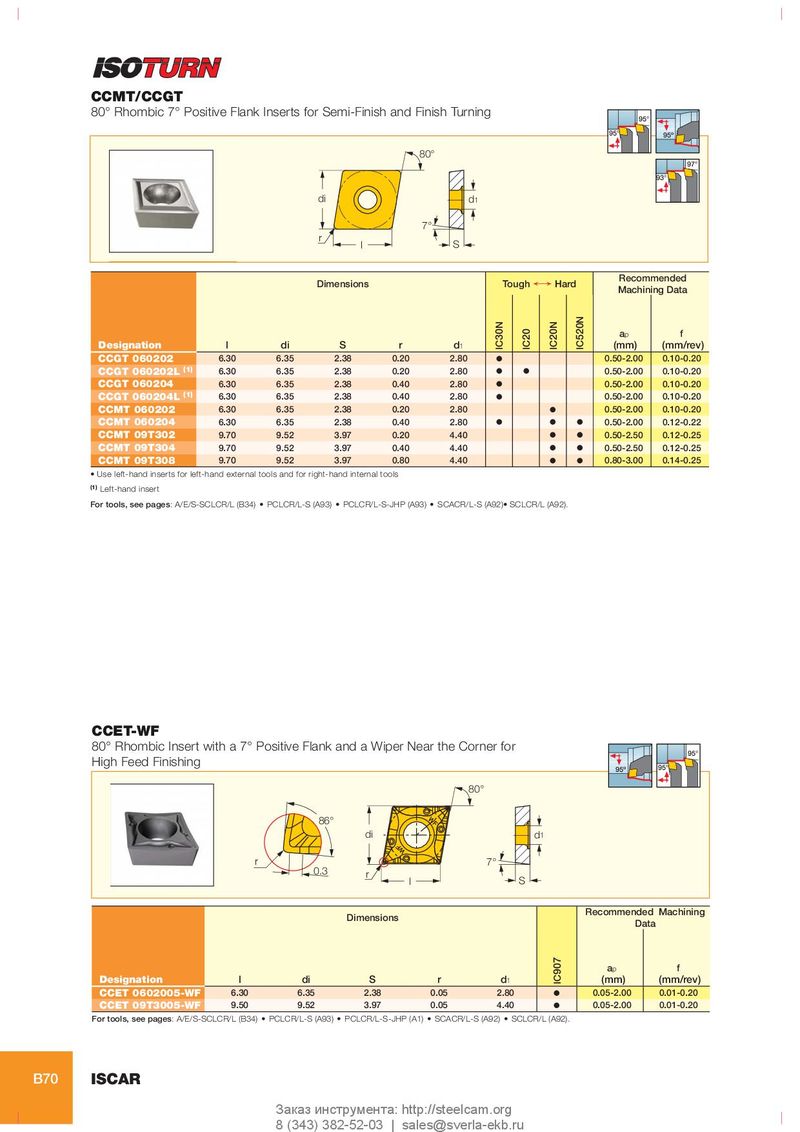
CCMT/CCGT 80° Rhombic 7° Positive Flank Inserts for Semi-Finish and Finish Turning 95° 95° 95º 80° 97° 93° di d 1 7° r l S Recommended Dimensions Tough ¥ Hard Machining Data a p f Designation l di S r d 1 IC30N IC20 IC20N IC520N (mm) (mm/rev) CCGT 060202 6.30 6.35 2.38 0.20 2.80 O 0.50-2.00 0.10-0.20 CCGT 060202L (1) 6.30 6.35 2.38 0.20 2.80 O O 0.50-2.00 0.10-0.20 CCGT 060204 6.30 6.35 2.38 0.40 2.80 O 0.50-2.00 0.10-0.20 CCGT 060204L (1) 6.30 6.35 2.38 0.40 2.80 O 0.50-2.00 0.10-0.20 CCMT 060202 6.30 6.35 2.38 0.20 2.80 O 0.50-2.00 0.10-0.20 CCMT 060204 6.30 6.35 2.38 0.40 2.80 O O O 0.50-2.00 0.12-0.22 CCMT 09T302 9.70 9.52 3.97 0.20 4.40 O O 0.50-2.50 0.12-0.25 CCMT 09T304 9.70 9.52 3.97 0.40 4.40 O O 0.50-2.50 0.12-0.25 CCMT 09T308 9.70 9.52 3.97 0.80 4.40 O O 0.80-3.00 0.14-0.25 • Use left-hand inserts for left-hand external tools and for right-hand internal tools (1) Left-hand insert For tools, see pages: A/E/S-SCLCR/L (B34) • PCLCR/L-S (A93) • PCLCR/L-S-JHP (A93) • SCACR/L-S (A92)• SCLCR/L (A92). CCET-WF 80° Rhombic Insert with a 7° Positive Flank and a Wiper Near the Corner for 95° High Feed Finishing 95º 95° 80° 86° di d 1 r 7° 0.3 r l S Recommended Machining Dimensions Data a p f Designation l di S r d 1 IC907 (mm) (mm/rev) CCET 0602005-WF 6.30 6.35 2.38 0.05 2.80 O 0.05-2.00 0.01-0.20 CCET 09T3005-WF 9.50 9.52 3.97 0.05 4.40 O 0.05-2.00 0.01-0.20 For tools, see pages: A/E/S-SCLCR/L (B34) • PCLCR/L-S (A93) • PCLCR/L-S-JHP (A1) • SCACR/L-S (A92) • SCLCR/L (A92). B70 ISCAR Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru