Каталог Iscar инструмент для токарной обработки - страница 211
Навигация
 Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022 Руководство Iscar режущий инструмент в производстве штампов и пресс-форм
Руководство Iscar режущий инструмент в производстве штампов и пресс-форм Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar монолитные фрезы 2022
Каталог Iscar монолитные фрезы 2022 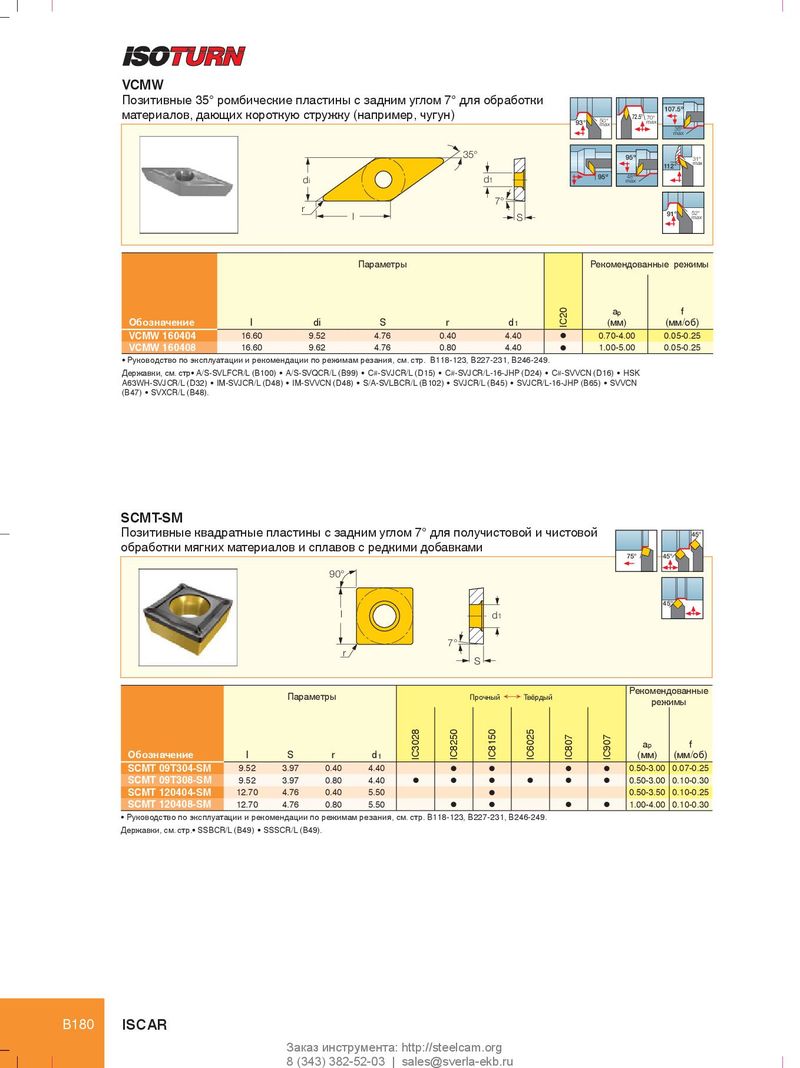
VCMW Позитивные 35° ромбические пластины с задним углом 7° для обработки 107.5º материалов, дающих короткую стружку (например, чугун) 50° 72.5° 70° 93° max max 35º max 35° 95º 31° max 112° 95º 48º di d 1 max 7° r l 91° 52° S max Параметры Рекомендованные режимы a p f Обозначение l di S r d 1 IC20 (мм) (мм/об) VCMW 160404 16.60 9.52 4.76 0.40 4.40 l 0.70-4.00 0.05-0.25 VCMW 160408 16.60 9.62 4.76 0.80 4.40 l 1.00-5.00 0.05-0.25 • Руководство по эксплуатации и рекомендации по режимам резания, см. стр. B118-123, B227-231, B246-249. Державки, см. стр• A/S-SVLFCR/L (B100) • A/S-SVQCR/L (B99) • C#-SVJCR/L (D15) • C#-SVJCR/L-16-JHP (D24) • C#-SVVCN (D16) • HSK A63WH-SVJCR/L (D32) • IM-SVJCR/L (D48) • IM-SVVCN (D48) • S/A-SVLBCR/L (B102) • SVJCR/L (B45) • SVJCR/L-16-JHP (B65) • SVVCN (B47) • SVXCR/L (B48). SCMT-SM Позитивные квадратные пластины с задним углом 7° для получистовой и чистовой 45° обработки мягких материалов и сплавов с редкими добавками 75° 45° 90° 45° l d 1 7° r S Рекомендованные Параметры Прочный Ö Твёрдый режимы a p f Обозначение l S r d 1 IC3028 IC8250 IC8150 IC6025 IC807 IC907 (мм) (мм/об) SCMT 09T304-SM 9.52 3.97 0.40 4.40 l l l l 0.50-3.00 0.07-0.25 SCMT 09T308-SM 9.52 3.97 0.80 4.40 l l l l l l 0.50-3.00 0.10-0.30 SCMT 120404-SM 12.70 4.76 0.40 5.50 l 0.50-3.50 0.10-0.25 SCMT 120408-SM 12.70 4.76 0.80 5.50 l l l l 1.00-4.00 0.10-0.30 • Руководство по эксплуатации и рекомендации по режимам резания, см. стр. B118-123, B227-231, B246-249. Державки, см. стр.• SSBCR/L (B49) • SSSCR/L (B49). B180 ISCAR Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru