Каталог Iscar инструмент для мелкоразмерной обработки - страница 87
Навигация
 Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022 Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 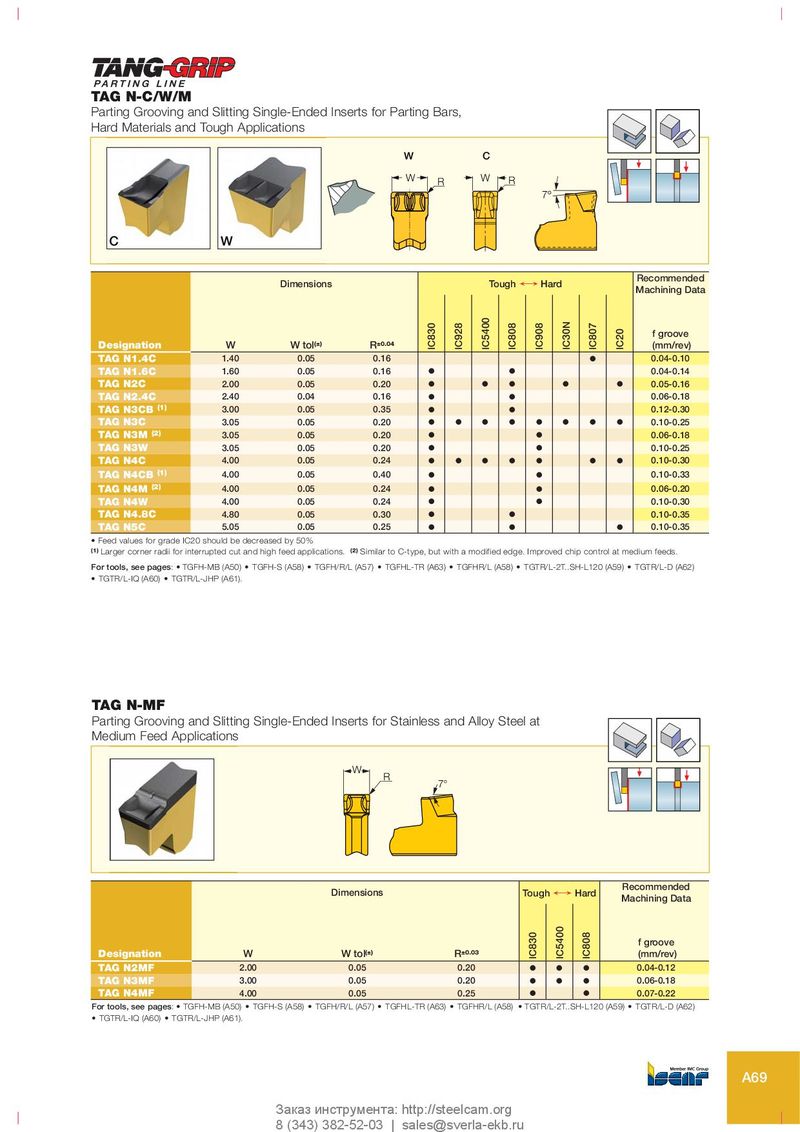
TAG N-C/W/M Parting Grooving and Slitting Single-Ended Inserts for Parting Bars, Hard Materials and Tough Applications W C W R W R 7º Recommended Dimensions Tough ¥ Hard Machining Data f groove Designation W W tol (±) R ±0.04 IC830 IC928 IC5400 IC808 IC908 IC30N IC807 IC20 (mm/rev) TAG N1.4C 1.40 0.05 0.16 O 0.04-0.10 TAG N1.6C 1.60 0.05 0.16 O O 0.04-0.14 TAG N2C 2.00 0.05 0.20 O O O O O 0.05-0.16 TAG N2.4C 2.40 0.04 0.16 O O 0.06-0.18 TAG N3CB (1) 3.00 0.05 0.35 O O 0.12-0.30 TAG N3C 3.05 0.05 0.20 O O O O O O O O 0.10-0.25 TAG N3M (2) 3.05 0.05 0.20 O O 0.06-0.18 TAG N3W 3.05 0.05 0.20 O O 0.10-0.25 TAG N4C 4.00 0.05 0.24 O O O O O O O 0.10-0.30 TAG N4CB (1) 4.00 0.05 0.40 O O 0.10-0.33 TAG N4M (2) 4.00 0.05 0.24 O O 0.06-0.20 TAG N4W 4.00 0.05 0.24 O O 0.10-0.30 TAG N4.8C 4.80 0.05 0.30 O O 0.10-0.35 TAG N5C 5.05 0.05 0.25 O O O 0.10-0.35 • Feed values for grade IC20 should be decreased by 50% (1) Larger corner radii for interrupted cut and high feed applications. (2) Similar to C-type, but with a modified edge. Improved chip control at medium feeds. For tools, see pages: • TGFH-MB (A50) • TGFH-S (A58) • TGFH/R/L (A57) • TGFHL-TR (A63) • TGFHR/L (A58) • TGTR/L-2T..SH-L120 (A59) • TGTR/L-D (A62) • TGTR/L-IQ (A60) • TGTR/L-JHP (A61). TAG N-MF Parting Grooving and Slitting Single-Ended Inserts for Stainless and Alloy Steel at Medium Feed Applications W R 7° Recommended Dimensions Tough ¥ Hard Machining Data f groove Designation W W tol (±) R ±0.03 IC830 IC5400 IC808 (mm/rev) TAG N2MF 2.00 0.05 0.20 O O O 0.04-0.12 TAG N3MF 3.00 0.05 0.20 O O O 0.06-0.18 TAG N4MF 4.00 0.05 0.25 O O 0.07-0.22 For tools, see pages: • TGFH-MB (A50) • TGFH-S (A58) • TGFH/R/L (A57) • TGFHL-TR (A63) • TGFHR/L (A58) • TGTR/L-2T..SH-L120 (A59) • TGTR/L-D (A62) • TGTR/L-IQ (A60) • TGTR/L-JHP (A61). A69 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru