Каталог Iscar инструмент для мелкоразмерной обработки - страница 49
Навигация
 Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022 Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 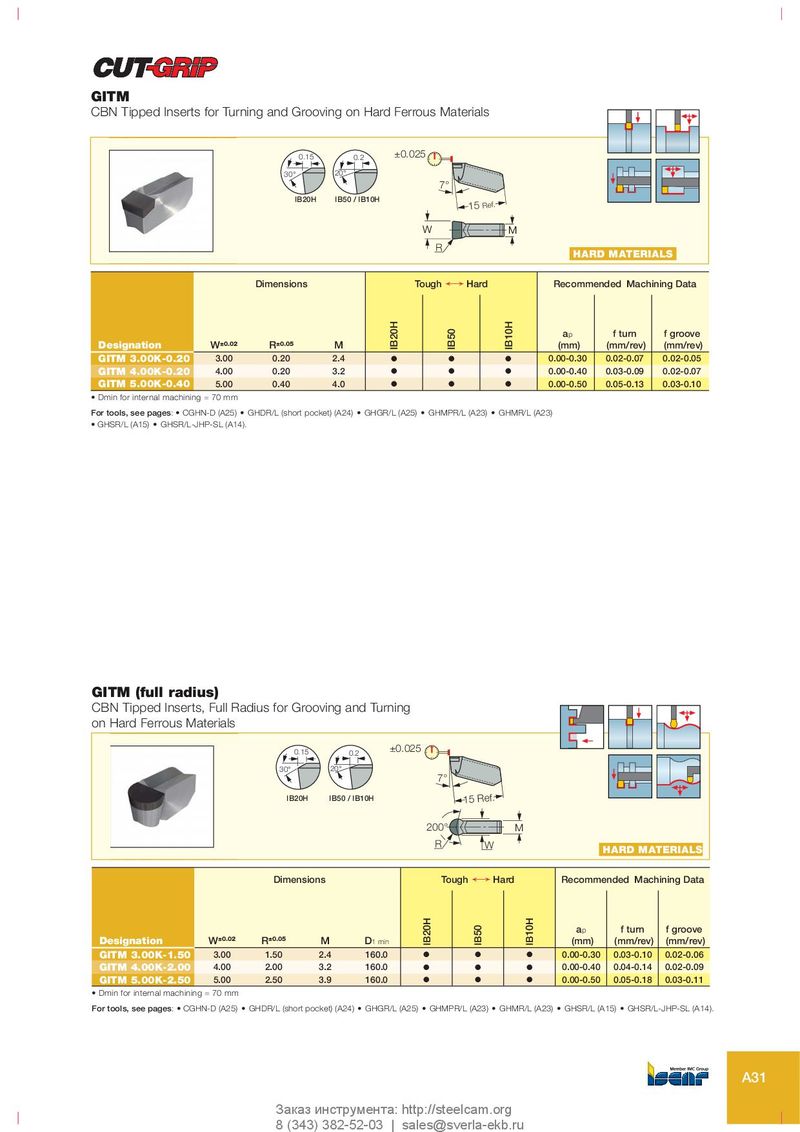
GITM CBN Tipped Inserts for Turning and Grooving on Hard Ferrous Materials 0.15 0.2 ±0.025 30° 20° 7° IB20H IB50 / IB10H 15 Ref. W M R HARD MATERIALS Dimensions Tough ¥ Hard Recommended Machining Data a p f turn f groove Designation W ±0.02 R ±0.05 M IB20H IB50 IB10H (mm) (mm/rev) (mm/rev) GITM 3.00K-0.20 3.00 0.20 2.4 O O O 0.00-0.30 0.02-0.07 0.02-0.05 GITM 4.00K-0.20 4.00 0.20 3.2 O O O 0.00-0.40 0.03-0.09 0.02-0.07 GITM 5.00K-0.40 5.00 0.40 4.0 O O O 0.00-0.50 0.05-0.13 0.03-0.10 • Dmin for internal machining = 70 mm For tools, see pages: • CGHN-D (A25) • GHDR/L (short pocket) (A24) • GHGR/L (A25) • GHMPR/L (A23) • GHMR/L (A23) • GHSR/L (A15) • GHSR/L-JHP-SL (A14). GITM (full radius) CBN Tipped Inserts, Full Radius for Grooving and Turning on Hard Ferrous Materials 0.15 0.2 ±0.025 30° 20° 7° IB20H IB50 / IB10H 15 Ref. 200° M R W HARD MATERIALS Dimensions Tough ¥ Hard Recommended Machining Data a p f turn f groove Designation W ±0.02 R ±0.05 M D 1 min IB20H IB50 IB10H (mm) (mm/rev) (mm/rev) GITM 3.00K-1.50 3.00 1.50 2.4 160.0 O O O 0.00-0.30 0.03-0.10 0.02-0.06 GITM 4.00K-2.00 4.00 2.00 3.2 160.0 O O O 0.00-0.40 0.04-0.14 0.02-0.09 GITM 5.00K-2.50 5.00 2.50 3.9 160.0 O O O 0.00-0.50 0.05-0.18 0.03-0.11 • Dmin for internal machining = 70 mm For tools, see pages: • CGHN-D (A25) • GHDR/L (short pocket) (A24) • GHGR/L (A25) • GHMPR/L (A23) • GHMR/L (A23) • GHSR/L (A15) • GHSR/L-JHP-SL (A14). A31 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru