Каталог Iscar инструмент для мелкоразмерной обработки - страница 46
Навигация
 Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022 Каталог Iscar инструмент для внутренней обработки
Каталог Iscar инструмент для внутренней обработки Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 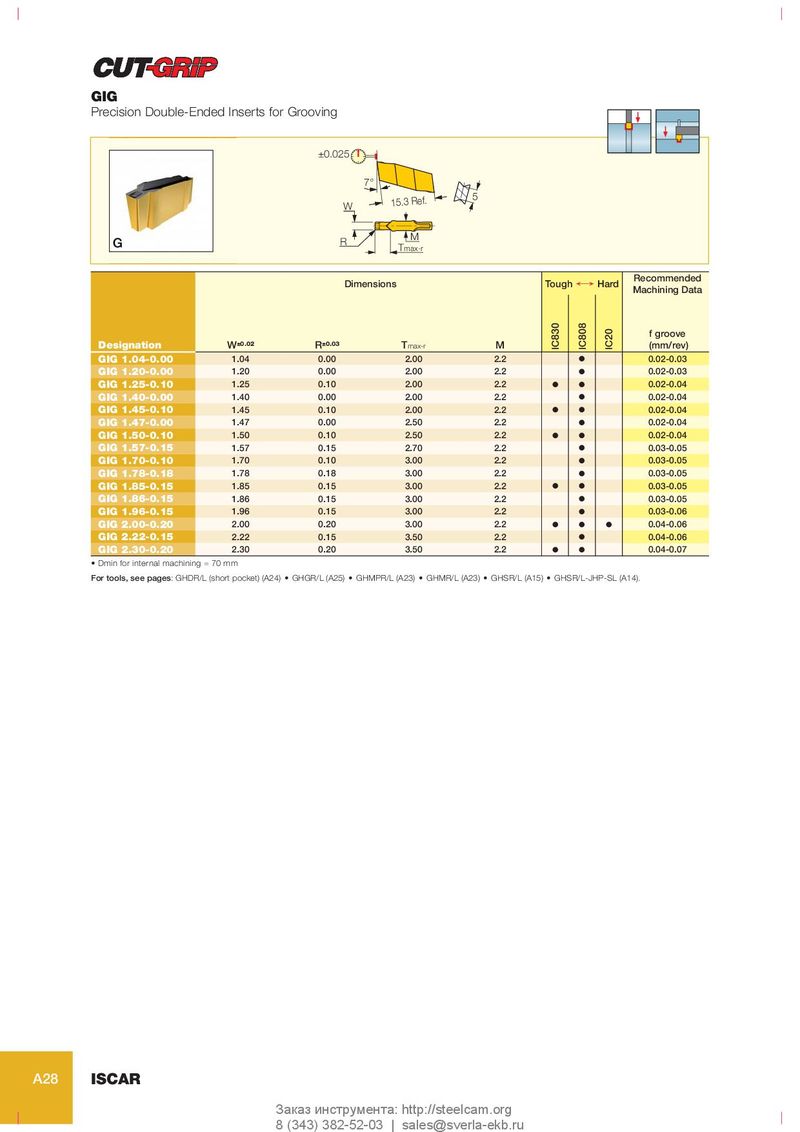
GIG Precision Double-Ended Inserts for Grooving ±0.025 7° 5 W 15.3 Ref. M R Tmax-r Recommended Dimensions Tough ¥ Hard Machining Data f groove Designation W ±0.02 R ±0.03 T max-r M IC830 IC808 IC20 (mm/rev) GIG 1.04-0.00 1.04 0.00 2.00 2.2 O 0.02-0.03 GIG 1.20-0.00 1.20 0.00 2.00 2.2 O 0.02-0.03 GIG 1.25-0.10 1.25 0.10 2.00 2.2 O O 0.02-0.04 GIG 1.40-0.00 1.40 0.00 2.00 2.2 O 0.02-0.04 GIG 1.45-0.10 1.45 0.10 2.00 2.2 O O 0.02-0.04 GIG 1.47-0.00 1.47 0.00 2.50 2.2 O 0.02-0.04 GIG 1.50-0.10 1.50 0.10 2.50 2.2 O O 0.02-0.04 GIG 1.57-0.15 1.57 0.15 2.70 2.2 O 0.03-0.05 GIG 1.70-0.10 1.70 0.10 3.00 2.2 O 0.03-0.05 GIG 1.78-0.18 1.78 0.18 3.00 2.2 O 0.03-0.05 GIG 1.85-0.15 1.85 0.15 3.00 2.2 O O 0.03-0.05 GIG 1.86-0.15 1.86 0.15 3.00 2.2 O 0.03-0.05 GIG 1.96-0.15 1.96 0.15 3.00 2.2 O 0.03-0.06 GIG 2.00-0.20 2.00 0.20 3.00 2.2 O O O 0.04-0.06 GIG 2.22-0.15 2.22 0.15 3.50 2.2 O 0.04-0.06 GIG 2.30-0.20 2.30 0.20 3.50 2.2 O O 0.04-0.07 • Dmin for internal machining = 70 mm For tools, see pages: GHDR/L (short pocket) (A24) • GHGR/L (A25) • GHMPR/L (A23) • GHMR/L (A23) • GHSR/L (A15) • GHSR/L-JHP-SL (A14). A28 ISCAR Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru