Общий каталог Ingersoll 2014 - страница 511
Навигация
 Общий каталог Ingersoll 2011
Общий каталог Ingersoll 2011 Общий каталог Ingersoll 2013 - 2014
Общий каталог Ingersoll 2013 - 2014 Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы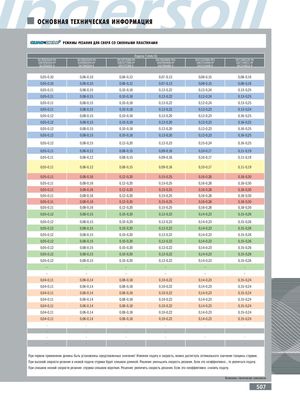
ОСНОВНАЯ ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ РЕЖИМЫ РЕЗАНИЯ ДЛЯ СВЕРЛ СО СМЕННЫМИ ПЛАСТИНАМИ Подача f (mm/U) SCLT050204N-PH SHLT060204N-PH SPLT07T308N-PH SHLT090408N-PH1 SHLT110408N-PH1 SPLT140512N-PH SHGT050204-HP SHGT060204-HP SDGT07T308-HP SHGT090408-HP SHGT110408-HP SDLT140512-HP SCLT050204 N SHLT060204 N SPLT07T308 N SHLT090408 N SHLT110408 N SHLT140512 N 0,05–0,10 0,06–0,10 0,06–0,12 0,07–0,13 0,08–0,15 0,08–0,16 0,05–0,10 0,06–0,10 0,06–0,12 0,07–0,13 0,08–0,15 0,08–0,16 0,05–0,11 0,08–0,15 0,10–0,18 0,12–0,22 0,12–0,24 0,13–0,25 0,05–0,11 0,08–0,15 0,10–0,18 0,12–0,22 0,12–0,24 0,13–0,25 0,05–0,11 0,08–0,15 0,10–0,18 0,12–0,22 0,12–0,24 0,13–0,25 0,05–0,11 0,08–0,15 0,10–0,18 0,12–0,22 0,12–0,23 0,13–0,24 0,05–0,12 0,08–0,15 0,10–0,18 0,12–0,20 0,12–0,23 0,16–0,25 0,05–0,12 0,08–0,15 0,10–0,18 0,12–0,20 0,12–0,23 0,16–0,25 0,05–0,12 0,08–0,15 0,10–0,18 0,12–0,20 0,12–0,23 0,16–0,25 0,05–0,12 0,08–0,15 0,10–0,18 0,12–0,20 0,12–0,23 0,16–0,25 0,05–0,12 0,08–0,15 0,12–0,20 0,12–0,23 0,15–0,24 0,16–0,25 0,05–0,11 0,06–0,12 0,08–0,15 0,09–0,16 0,10–0,17 0,11–0,19 0,05–0,11 0,06–0,12 0,08–0,15 0,09–0,16 0,10–0,17 0,11–0,19 0,05–0,11 0,06–0,12 0,08–0,15 0,09–0,16 0,10–0,17 0,11–0,19 0,05–0,11 0,08–0,16 0,12–0,20 0,15–0,25 0,16–0,28 0,18–0,30 0,05–0,11 0,08–0,16 0,12–0,20 0,15–0,25 0,16–0,28 0,18–0,30 0,05–0,11 0,08–0,16 0,12–0,20 0,15–0,25 0,16–0,28 0,18–0,30 0,05–0,11 0,08–0,16 0,12–0,20 0,15–0,25 0,16–0,28 0,18–0,30 0,05–0,11 0,08–0,16 0,12–0,20 0,15–0,25 0,16–0,28 0,18–0,30 0,05–0,11 0,08–0,16 0,12–0,20 0,15–0,25 0,16–0,28 0,18–0,30 0,05–0,12 0,08–0,15 0,10–0,20 0,12–0,22 0,14–0,23 0,15–0,26 0,05–0,12 0,08–0,15 0,10–0,20 0,12–0,22 0,14–0,23 0,15–0,26 0,05–0,12 0,08–0,15 0,10–0,20 0,12–0,22 0,14–0,23 0,15–0,26 0,05–0,12 0,08–0,15 0,10–0,20 0,12–0,22 0,14–0,23 0,15–0,26 0,05–0,12 0,08–0,15 0,10–0,20 0,12–0,22 0,14–0,23 0,15–0,26 0,05–0,12 0,08–0,15 0,10–0,20 0,12–0,22 0,14–0,23 0,15–0,26 0,05–0,12 0,08–0,15 0,10–0,20 0,12–0,22 0,14–0,23 0,15–0,26 0,05–0,12 0,08–0,15 0,10–0,20 0,12–0,22 0,14–0,23 0,15–0,26 – – – – – – – – – – – – 0,04–0,11 0,06–0,14 0,08–0,18 0,10–0,22 0,14–0,23 0,15–0,24 0,04–0,11 0,06–0,14 0,08–0,18 0,10–0,22 0,14–0,23 0,15–0,24 0,04–0,11 0,06–0,14 0,08–0,18 0,10–0,22 0,14–0,23 0,15–0,24 0,04–0,11 0,06–0,14 0,08–0,18 0,10–0,22 0,14–0,23 0,15–0,24 0,04–0,11 0,06–0,14 0,08–0,18 0,10–0,22 0,14–0,23 0,15–0,24 0,04–0,11 0,06–0,14 0,08–0,18 0,10–0,22 0,14–0,23 0,15–0,24 0,04–0,11 0,06–0,14 0,08–0,18 0,10–0,22 0,14–0,23 0,15–0,24 - - - - - - - - - - - - - - - - - - - - - - - - При первом применении должны быть установлены представленные значения! Изменяя подачу и скорость, можно достигнуть оптимального значения толщины стружки. При высокой скорости резания и низкой подаче стружка будет слишком длинной. Решение: уменьшить скорость резания. Если это неэффективно , то увеличьте подачу. При слишком низкой скорости резания- стружка слишком короткая. Решение: увеличить скорость резания. Если это неэффективно- снизить подачу. Возможны технические изменения 507