Общий каталог Ingersoll 2014 - страница 509
Навигация
 Общий каталог Ingersoll 2011
Общий каталог Ingersoll 2011 Общий каталог Ingersoll 2013 - 2014
Общий каталог Ingersoll 2013 - 2014 Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы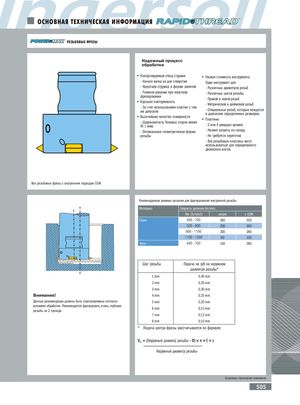
ОСНОВНАЯ ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ РЕЗЬБОВЫЕ ФРЕЗЫ Надежный процесс обработки • Контролируемый отвод стружки • Низкая стоимость инструмента - Начало витка на дне отверстия Один инструмент для: - Короткая стружка в форме запятой - Различных диаметров резьб - Плавное резание при попутном - Различных шагов резьбы фрезеровании - Правой и левой резьб • Хорошая повторяемость - Метрической и дюймовой резьб - За счет использования пластин с темже допуском - Специальных резьб, которые находятсяв диапазоне определенных размеров. • Высочайшее качество поверхности • Пластины - Шероховатость боковых сторон менееRt 1 мкм. - 2 или 4 режущих кромки - Оптимальная геометрическая форма - Низкие затраты по складу резьбы - Не требуется переточка - Все резьбовые пластины могут использоваться для определенного диапазона шагов. Все резьбовые фрезы с внутренним подводом СОЖ Рекомендуемые режимы резания для фрезерования внутренней резьбы Материал Скорость резания (m/min) Rm [N/mm2] насухо с СОЖ Сталь 400 – 700 260 320 500 – 800 230 300 800 – 1100 200 280 1100 – 1400 60 150 Чугун 400 – 700 150 280 C C C C C C C C C C C C C C C C C C C C C C C C C C C C C C C C CCCCCCCCCCCCCCCCCC Шаг резьбы Подача на зуб на наружном C C C C C C C C C C C C C C C C C C C C C C C C C C C C C C C C C диаметре резьбы* 1 mm 0,40 mm 2 mm 0,35 mm 3 mm 0,30 mm Внимание! 4 mm 0,25 mm Данные рекомендации должны быть отрегулированы согласно 5 mm 0,20 mm условиям обработки. Рекомендуется фрезеровать очень глубокиерезьбы за 2 прохода 6 mm 0,15 mm 7 mm 0,12 mm 8 mm 0,10 mm * Подача центра фрезы рассчитывается по формуле: Vfm = (Наружный диаметр резьбы – D) × n × fz × z ––––––––––––––––––––––––––––––––––––––––––---- Наружный диаметр резьбы Возможны технические изменения 505