Общий каталог Ingersoll 2014 - страница 429
Навигация
 Общий каталог Ingersoll 2011
Общий каталог Ingersoll 2011 Общий каталог Ingersoll 2013 - 2014
Общий каталог Ingersoll 2013 - 2014 Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы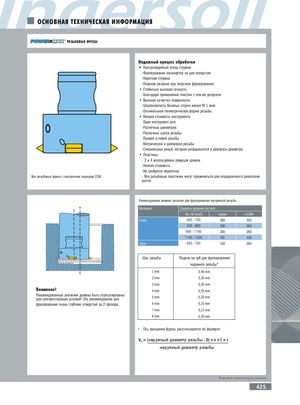
ОСНОВНАЯ ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ РЕЗЬБОВЫЕ ФРЕЗЫ Надежный процесс обработки • Контролируемый отвод стружки -Фрезерование начинается на дне отверстия -Короткая стружка -Плавное резание при попутном фрезеровании • Стабильно высокая точность -Благодаря применению пластин с тем же допуском • Высокое качество поверхности -Шероховатость боковых сторон менее Rt 1 мкм. -Оптимальная геометрическая форма резьбы. • Низкая стоимость инструмента Один инструмент для: -Различных диаметров -Различных шагов резьбы -Правой и левой резьбы -Метрической и дюймовой резьбы -Специальных резьб, которые укладываются в диапазон диаметра • Пластины - 2 и 4 используемых режущих кромки -Низкая стоимость -Не требуется переточка Все резьбовые фрезы с внутренним подводом СОЖ. - Все резьбовые пластинки могут применяться для определенного диапазона шагов. Рекомендуемые режимы резания для фрезерования внутренней резьбы Материал Скорость резания (m/min) Rm [N/mm2] насухо с СОЖ Сталь 400 – 700 260 320 500 – 800 230 300 800 – 1100 200 280 1100 – 1400 60 150 Чугун 400 – 700 150 280 Шаг резьбы Подача на зуб для фрезерования C C C C C C C C C C C C C C C C C C C C C C C C C C C C C C C C CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC наружной резьбы* C C C C C C C C C C C C C C C C C 1 mm 0,40 mm 2 mm 0,35 mm 3 mm 0,30 mm Внимание! 4 mm 0,25 mm Рекомендованные значения должны быть отрегулированыдля соответствующих условий! Это рекомендовано для 5 mm 0,20 mm фрезерования очень глубоких отверстий за 2 прохода. 6 mm 0,15 mm 7 mm 0,12 mm 8 mm 0,10 mm * Ось вращения фрезы рассчитывается по формуле: Vfm = (–н––а––р––у–ж––н––ы–––й––д––и––а––м––е––т–р–––р––е––з–ь––б––ы––––––D––)–×–––n––×–––f–z –×––z– наружный диаметр резьбы Возможны технические дополнения 425