Общий каталог Ingersoll 2013 - 2014 - страница 153
Навигация
 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Общий каталог Ingersoll 2011
Общий каталог Ingersoll 2011 Общий каталог Ingersoll 2014
Общий каталог Ingersoll 2014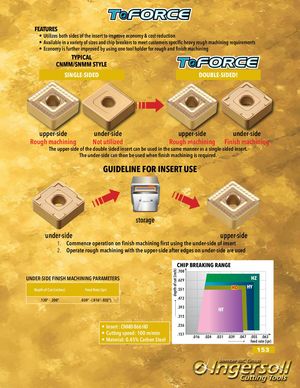
FEATURES • Utilizes both sides of the insert to improve economy & cost reduction • Available in a variety of sizes and chip breakers to meet customers specific heavy rough machining requirements • Economy is further improved by using one tool holder for rough and finish machining TYPICAL CNMM/SNMM STYLE SINGLE-SIDED DOUBLE-SIDED! upper-side under-side upper-side under-side Rough machining Not utilized Rough machining Finish machining The upper-side of the double sided insert can be used in the same manner as a single-sided insert. The under-side can then be used when finish machining is required. GUIDELINE FOR INSERT USE storage under-side upper-side 1. Commence operation on finish machining first using the under-side of insert 2. Operate rough machining with the upper-side after edges on under-side are used CHIP BREAKING RANGE .708 UNDER-SIDE FINISH MACHINING PARAMETERS .629 HZ Depth of Cut (inches) Feed Rate (ipr) .551 HD HY .120” - .200” .024” - (.016”-.032”) .472 .393 HT .315 • Insert : CNMD 866 HD .236 • Cutting speed: 100 m/min• Material: 0.45% Carbon Steel .157 .016 .024 .031 .039 .047 .055 .063feed rate (ipr) 153 depth of cut (inch)