Общий каталог Ingersoll 2011 - страница 688
Навигация
 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Общий каталог Ingersoll 2014
Общий каталог Ingersoll 2014 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы Общий каталог Ingersoll 2013 - 2014
Общий каталог Ingersoll 2013 - 2014 Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021- 0003 Table of Contents
- 0006 End Mills
- 0064 Long Edge
- 0104 0Deg Face Mills
- 0160 Face Mills
- 0202 Slotters
- 0218 Form Mills
- 0236 Profile Mills
- 0302 Milling Tech
- 0384 Solid Carbide
- 0448 Solid Carbide Tech
- 0474 Holemaking & Thread Milling
- 0666 Holemaking & Thread Milling Tech
- 0720 Innofit Top On Toolholders
- 0738 HSK Toolholders
- 0774 CAT Toolholders
- 0796 BT Toolholders
- 0816 Adaptions Accessories
- 0872 Turning Inserts
- 1024 Turning Holders
- 1144 Turning Tech
- 1174 Threading Inserts
- 1242 Threading Holders
- 1256 Threading Tech
- 1268 T-Clamp
- 1344 T-Clamp Tech
- 1376 T-CAP
- 1388 T-CAP Tech
- 1394 Product_Index
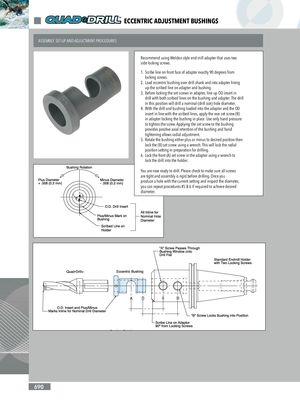
ECCENTRIC ADJUSTMENT BUSHINGS ASSEMBLY. SET-UP AND ADJUCTMENT PROCEDURES Recommend using Weldon style end mill adapter that uses two side locking screws. 1. Scribe line on front face of adapter exactly 90 degrees from locking screws. 2. Load eccentric bushing over drill shank and into adapter lining up the scribed line on adapter and bushing. 3. Before locking the set screws in adapter, line up OD insert in drill with both scribed lines on the bushing and adapter. The drill in this position will drill a nominal (drill size) hole diameter. 4. With the drill and bushing loaded into the adapter and the OD insert in line with the scribed lines, apply the rear set screw (B) in adapter locking the bushing in place. Use only hand pressure to tighten the screw. Applying the set screw to the bushing provides positive axial retention of the bushing and hand tightening allows radial adjustment. 5. Rotate the bushing either plus or minus to desired position then lock the (B) set screw using a wrench. This will lock the radial position setting in preparation for drilling. 6. Lock the front (A) set screw in the adapter using a wrench to lock the drill into the holder. You are now ready to drill. Please check to make sure all screws are tight and assembly is rigid before drilling. Once you produce a hole with the current setting and inspect the diameter, you can repeat procedures #5 & 6 if required to achieve desired diameter. 690