Общий каталог Ingersoll 2011 - страница 584
Навигация
 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Общий каталог Ingersoll 2014
Общий каталог Ingersoll 2014 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы Общий каталог Ingersoll 2013 - 2014
Общий каталог Ingersoll 2013 - 2014 Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021- 0003 Table of Contents
- 0006 End Mills
- 0064 Long Edge
- 0104 0Deg Face Mills
- 0160 Face Mills
- 0202 Slotters
- 0218 Form Mills
- 0236 Profile Mills
- 0302 Milling Tech
- 0384 Solid Carbide
- 0448 Solid Carbide Tech
- 0474 Holemaking & Thread Milling
- 0666 Holemaking & Thread Milling Tech
- 0720 Innofit Top On Toolholders
- 0738 HSK Toolholders
- 0774 CAT Toolholders
- 0796 BT Toolholders
- 0816 Adaptions Accessories
- 0872 Turning Inserts
- 1024 Turning Holders
- 1144 Turning Tech
- 1174 Threading Inserts
- 1242 Threading Holders
- 1256 Threading Tech
- 1268 T-Clamp
- 1344 T-Clamp Tech
- 1376 T-CAP
- 1388 T-CAP Tech
- 1394 Product_Index
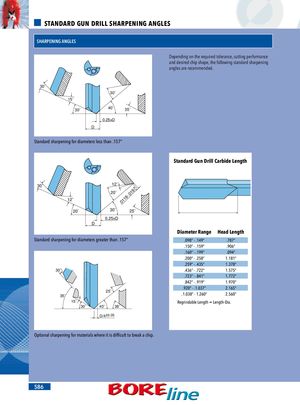
STANDARD GUN DRILL SHARPENING ANGLES SHARPENING ANGLES Depending on the required tolerance, cutting performance and desired chip shape, the following standard sharpening angles are recommended. 30˚ 30˚ 15˚ 30˚ 40˚ 35˚ 0.25xD D Standard sharpening for diameters less than .157“ Standard Gun Drill Carbide Length 30˚ 12˚ 12˚ 20˚ .0118-.0197 20˚ 30˚ 25˚ 0.25xD D Diameter Range Head Length Standard sharpening for diameters greater than .157“ .098” - .149” .787” .150” - .159” .906” .160” - .199” .094” .200” - .258” 1.181” .259” - .435” 1.378” 30˚ .436” - .722” 1.575” .723” - .841” 1.772” .842” - .919” 1.970” .920” - .1.037” 2.165” 25˚ 35˚ .1.038” - 1.260” 2.560” 15˚ Regrindable Length = Length-Dia. 30˚ 40˚ 38˚ D/4±0.05 Optional sharpening for materials where it is difficult to break a chip. 586