Общий каталог Ingersoll 2011 - страница 466
Навигация
 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Общий каталог Ingersoll 2014
Общий каталог Ingersoll 2014 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы Общий каталог Ingersoll 2013 - 2014
Общий каталог Ingersoll 2013 - 2014 Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021- 0003 Table of Contents
- 0006 End Mills
- 0064 Long Edge
- 0104 0Deg Face Mills
- 0160 Face Mills
- 0202 Slotters
- 0218 Form Mills
- 0236 Profile Mills
- 0302 Milling Tech
- 0384 Solid Carbide
- 0448 Solid Carbide Tech
- 0474 Holemaking & Thread Milling
- 0666 Holemaking & Thread Milling Tech
- 0720 Innofit Top On Toolholders
- 0738 HSK Toolholders
- 0774 CAT Toolholders
- 0796 BT Toolholders
- 0816 Adaptions Accessories
- 0872 Turning Inserts
- 1024 Turning Holders
- 1144 Turning Tech
- 1174 Threading Inserts
- 1242 Threading Holders
- 1256 Threading Tech
- 1268 T-Clamp
- 1344 T-Clamp Tech
- 1376 T-CAP
- 1388 T-CAP Tech
- 1394 Product_Index
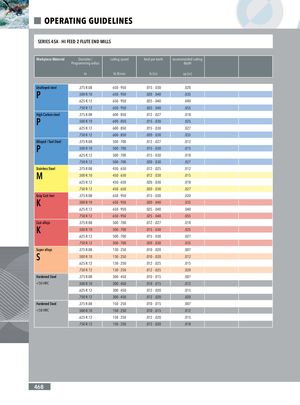
OPERATING GUIDELINES SERIES 45A - HI FEED 2 FLUTE END MILLS Workpiece Material Diameter / cutting speed feed per tooth recommended cutting Programming radius depth In Vc ft/min fz (in) ap (in) Unalloyed steel .375 R.08 650 - 950 .015 - .030 .020 P .500 R.10 650 - 950 .020 - .040 .035 .625 R.12 650 - 950 .025 - .040 .040 .750 R.12 650 - 950 .025 - .040 .055 High Carbon steel .375 R.08 600 - 850 .012 - .027 .018 P .500 R.10 600 - 850 .015 - .030 .025 .625 R.12 600 - 850 .015 - .030 .027 .750 R.12 600 - 850 .020 - .030 .035 Alloyed / Tool Steel .375 R.08 500 - 700 .012 - .027 .012 P .500 R.10 500 - 700 .015 - .030 .015 .625 R.12 500 - 700 .015 - .030 .018 .750 R.12 500 - 700 .020 - .030 .027 Stainless Steel .375 R.08 450 - 650 .012 - .025 .012 M .500 R.10 450 - 650 .012 - .030 .015 .625 R.12 450 - 650 .020 - .030 .018 .750 R.12 450 - 650 .020 - .030 .027 Gray Cast Iron .375 R.08 650 - 950 .015 - .030 .020 K .500 R.10 650 - 950 .020 - .040 .035 .625 R.12 650 - 950 .025 - .040 .040 .750 R.12 650 - 950 .025 - .040 .055 Cast alloys .375 R.08 500 - 700 .012 - .027 .018 K .500 R.10 500 - 700 .015 - .030 .025 .625 R.12 500 - 700 .015 - .030 .027 .750 R.12 500 - 700 .020 - .030 .035 Super alloys .375 R.08 130 - 250 .010 - .020 .007 S .500 R.10 130 - 250 .010 - .020 .012 .625 R.12 130 - 250 .012 - .025 .015 .750 R.12 130 - 250 .012 - .025 .020 Hardened Steel .375 R.08 300 - 450 .010 - .015 .007 <50 HRC .500 R.10 300 - 450 .010 - .015 .012 .625 R.12 300 - 450 .012 - .020 .015 .750 R.12 300 - 450 .012 - .020 .020 Hardened Steel .375 R.08 150 - 250 .010 - .015 .007 <58 HRC .500 R.10 150 - 250 .010 - .015 .012 .625 R.12 150 - 250 .012 - .020 .015 .750 R.12 150 - 250 .012 - .020 .018 468