Общий каталог Ingersoll 2011 - страница 360
Навигация
 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Общий каталог Ingersoll 2014
Общий каталог Ingersoll 2014 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы Общий каталог Ingersoll 2013 - 2014
Общий каталог Ingersoll 2013 - 2014 Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021- 0003 Table of Contents
- 0006 End Mills
- 0064 Long Edge
- 0104 0Deg Face Mills
- 0160 Face Mills
- 0202 Slotters
- 0218 Form Mills
- 0236 Profile Mills
- 0302 Milling Tech
- 0384 Solid Carbide
- 0448 Solid Carbide Tech
- 0474 Holemaking & Thread Milling
- 0666 Holemaking & Thread Milling Tech
- 0720 Innofit Top On Toolholders
- 0738 HSK Toolholders
- 0774 CAT Toolholders
- 0796 BT Toolholders
- 0816 Adaptions Accessories
- 0872 Turning Inserts
- 1024 Turning Holders
- 1144 Turning Tech
- 1174 Threading Inserts
- 1242 Threading Holders
- 1256 Threading Tech
- 1268 T-Clamp
- 1344 T-Clamp Tech
- 1376 T-CAP
- 1388 T-CAP Tech
- 1394 Product_Index
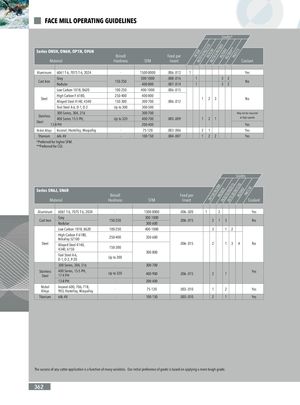
IINN22I III05NI10NNN2N052260//1II00500431NN4K00*522*501005II INNN121II00531NNK0022///III00N04NN3501205031M05 IN6530 FACE MILL OPERATING GUIDELINES Grades* Series ON5H, ON6H, OP1N, OP6N Brinell Feed per Material Hardness SFM Insert Coolant Aluminum 6061 T-6, 7075 T-6, 2024 - 1500-8000 .006-.012 1 Yes Gray 500-1000 .008-.016 1 3 2 Cast Iron 150-250 No Nodular 400-800 .007-.014 1 3 2 Low Carbon 1018, 8620 100-250 400-1000 .006-.015 High Carbon F-6180, 250-400 400-800 Steel Alloyed Steel 4140, 4340 150-300 300-700 .006-.012 1 2 3 No Tool Steel A-6, D-1, D-2 Up to 300 300-500 300 Series, 304, 316 - 300-700 May not be required Stainless 400 Series 15-5 PH,Steel Up to 320 400-700 .005-.009 1 2 1 a t high speeds 13-8 PH - 200-400 Yes Nickel Alloys Inconel, Hastelloy, Waspalloy - 75-120 .003-.006 2 1 Yes Titanium 6AL-4V - 100-150 .004-.007 1 2 2 Yes *Preferred for higher SFM. **Preferred for CGI. Grades Series 5N6J, 5N6R Brinell Feed per Material Hardness SFM Insert Coolant Aluminum 6061 T-6, 7075 T-6, 2024 - 1500-8000 .006-.020 1 2 Yes Gray 300-1000 Cast Iron 150-250 .006-.015 2 1 3 No Nodular 300-600 Low Carbon 1018, 8620 100-250 400-1000 3 1 2 High Carbon F-6180, Nitralloy 52100 250-400 350-600 Steel Alloyed Steel 4140, 4340, 6150 150-300 .006-.015 2 1 3 4 No 300-800 Tool Steel A-6, D-1, D-2, P-20 Up to 300 300 Series, 304, 316 - 300-700 Stainles s S teel 41070-4SPeHri es, 15-5 PH, Up to 320 400-900 .006-.015 2 1 Yes 13-8 PH - 200-400 Nickel Inconel 600, 706, 718,Alloys 903, Hastelloy, Waspalloy- 75-120 .003-.010 1 2 Yes Titanium 6AL-4V - 100-150 .003-.010 2 1 Yes The success of any cutter application is a function of many variables. Our initial preference of grade is based on applying a more tough grade. 362