Общий каталог Ingersoll 2011 - страница 1366
Навигация
 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Общий каталог Ingersoll 2014
Общий каталог Ingersoll 2014 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы Общий каталог Ingersoll 2013 - 2014
Общий каталог Ingersoll 2013 - 2014 Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021- 0003 Table of Contents
- 0006 End Mills
- 0064 Long Edge
- 0104 0Deg Face Mills
- 0160 Face Mills
- 0202 Slotters
- 0218 Form Mills
- 0236 Profile Mills
- 0302 Milling Tech
- 0384 Solid Carbide
- 0448 Solid Carbide Tech
- 0474 Holemaking & Thread Milling
- 0666 Holemaking & Thread Milling Tech
- 0720 Innofit Top On Toolholders
- 0738 HSK Toolholders
- 0774 CAT Toolholders
- 0796 BT Toolholders
- 0816 Adaptions Accessories
- 0872 Turning Inserts
- 1024 Turning Holders
- 1144 Turning Tech
- 1174 Threading Inserts
- 1242 Threading Holders
- 1256 Threading Tech
- 1268 T-Clamp
- 1344 T-Clamp Tech
- 1376 T-CAP
- 1388 T-CAP Tech
- 1394 Product_Index
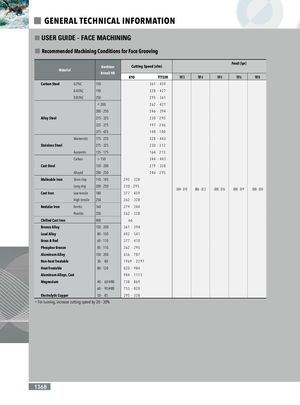
GENERAL TECHNICAL INFORMATION n USER GUIDE - FACE MACHINING n Recommended Machining Conditions for Face Grooving Feed (ipr) Hardness Cutting Speed (sfm) Material Brinell HB K10 TT7220 TDT 3 TDT 4 TDT 5 TDT 6 TDT 8 Carbon Steel 0.2%C 150 361 - 459 0.45%C 190 328 - 427 0.83%C 250 295 - 361 < 200 262 - 427 200 - 250 246 - 394 Alloy Steel 275 - 325 230 - 295 325 - 375 197 - 246 375 - 425 148 - 180 Martensitic 175 - 225 328 - 443 Stainless Steel 275 - 325 230 - 312 Austenitic 135 - 175 164 - 213 Carbon > 150 344 - 443 Cast Steel 150 - 200 279 - 328 Alloyed 200 - 250 246 - 295 Malleable Iron Short chip 110 - 145 295 - 328 Long chip 200 - 250 230 - 295 .004 - .010 .006 - .013 .008 - .016 .008 - .019 .008 - .024 Cast Iron Low tensile 180 377 - 459 High tensile 250 262 - 328 Nodular Iron Ferritic 160 279 - 344 Pearlitic 250 262 - 328 Chilled Cast Iron 400 6 6 Bronze Alloy 120 - 200 361 - 394 Lead Alloy 80 - 150 492 - 541 Brass & Red 60 - 110 377 - 410 Phosphor Bronze 85 - 110 262 - 295 Aluminum Alloy 150 - 200 656 - 787 Non-heat Treatable 30 - 80 1969 - 2297 Heat-Treatable 80 - 120 820 - 984 Aluminum Alloys, Cast 984 - 1115 Magnesium 40 - 60 HRB 738 - 869 60 - 90 HRB 755 - 820 Electrolytic Copper 50 - 85 295 - 328 • For turning, increase cutting speed by 20 - 30% 1368