Общий каталог Ingersoll 2011 - страница 1154
Навигация
 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Общий каталог Ingersoll 2014
Общий каталог Ingersoll 2014 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы Общий каталог Ingersoll 2013 - 2014
Общий каталог Ingersoll 2013 - 2014 Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021- 0003 Table of Contents
- 0006 End Mills
- 0064 Long Edge
- 0104 0Deg Face Mills
- 0160 Face Mills
- 0202 Slotters
- 0218 Form Mills
- 0236 Profile Mills
- 0302 Milling Tech
- 0384 Solid Carbide
- 0448 Solid Carbide Tech
- 0474 Holemaking & Thread Milling
- 0666 Holemaking & Thread Milling Tech
- 0720 Innofit Top On Toolholders
- 0738 HSK Toolholders
- 0774 CAT Toolholders
- 0796 BT Toolholders
- 0816 Adaptions Accessories
- 0872 Turning Inserts
- 1024 Turning Holders
- 1144 Turning Tech
- 1174 Threading Inserts
- 1242 Threading Holders
- 1256 Threading Tech
- 1268 T-Clamp
- 1344 T-Clamp Tech
- 1376 T-CAP
- 1388 T-CAP Tech
- 1394 Product_Index
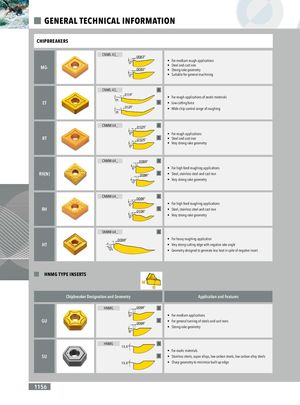
20° 8°8° GENERAL TECHNICAL INFORMATION CHIPBREAKERS CNMG 43_ .0082” MG- 0° • For medium rough applications•Steel and cast iron.0082”•Strong rake geometry 0° • Suitable for general machining CNMG 43_ A .0118” • For rough applications of exotic materials ET B • Low cutting force .0125” • Wide chip control range of roughing CNMM 64_ .0125” A 0° • For rough applications RT .0125” B • Steel and cast iron • Very strong rake geometry 0° CNMM 64_ .0086” A 14° 0° • For high feed roughing applications RH(N) .0059” .0086” B • Steel, stainless steel and cast iron 0° 0° • Very strong rake geometry CNMM 64_ .0086” A 0° • For high feed roughing applications RH .0106” B • Steel, stainless steel and cast iron 0° • Very strong rake geometry SNMM 64_ A .0098” • For heavy roughing application HT • Very strong cutting edge with negative rake angle • Geometry designed to generate less heat in spite of negative insert HNMG TYPE INSERTS Chipbreaker Designation and Geometry Application and Features HNMG .0098” A 6° • For medium applications GU .0098” B • For general turning of steels and cast irons • Strong rake geometry 6° HNMG A 13,5° • For exotic materials SU B • Stainless steels, super alloys, low carbon steels, low carbon alloy steels 13,5° • Sharp geometry to minimize built-up edge 1156