Каталог Hoffmann Group режущий и вспомогательный инструмент - страница 865
Навигация
 Каталог Hoffmann Group запасные части, оснастка и СИЗ
Каталог Hoffmann Group запасные части, оснастка и СИЗ Каталог Hoffmann Group ручной и измерительный инструмент
Каталог Hoffmann Group ручной и измерительный инструмент Каталог Hoffmann Group токарный инструмент
Каталог Hoffmann Group токарный инструмент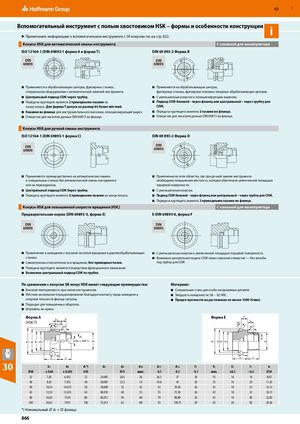
RUE 52 Вспомогательный инструмент с полым хвостовиком HSK – формы и особенности конструкции i ▶ Примечание: информацию о вспомогательном инструменте с SK-конусом см. на стр. 822. Конусы HSK для автоматической смены инструмента С канавкой для манипулятора ISO 12164-1 (DIN 69893-1 форма A и форма T) DIN 69 893-2 Форма В DIN DIN 69893 69893 ■■ Применяется в обрабатывающих центрах, фрезерных станках, ■■ Применяется на обрабатывающих центрах, специальном оборудовании с автоматической заменой инструмента. фрезерных станках, фрезерных головках токарных обрабатывающих центров. ■■ Центральный подвод СОЖ через трубку. ■■ С уменьшенным конусом и позиционирующим вырезом. ■■ Передача крутящего момента 2 приводными пазами на ■■ Подвод СОЖ боковой - через фланец или центральный – через трубку для конце конуса. Для формы T допуск на размер b5 более жёсткий. СОЖ. ■■ Канавки во фланце для инструментального магазина, позиционирующий вырез. ■■ Передача крутящего момента 2 пазами во фланце. ■■ Отверстие для носителя данных DIN 69873 во фланце. ■■ Отверстие для носителя данных DIN 69873 во фланце. Конусы HSK для ручной смены инструмента ISO 12164-1 (DIN 69893-1 форма С) DIN 69 893-2 Форма D DIN69893 DIN69893 ■■ Применяются преимущественно на автоматических линиях ■■ Применение во всех областях, где при ручной замене инструмента и специальных станках без автоматической смены инструмента необходима повышенная жёсткость, которая обеспечена увеличенной площадью или на переходниках. торцевой поверхности. ■■ Центральный подвод СОЖ берез трубку. ■■ С уменьшенным конусом. ■■ Передача крутящего момента 2 приводными пазами на конце конуса. ■■ Подвод СОЖ боковой - через фланец или центральный – через трубку для СОЖ. ■■ Передача крутящего момента 2 приводными пазами во фланце. Конусы HSK для повышенной скорости вращения (HSC) С канавкой для манипулятора Предварительная норма (DIN 69893-5, форма E) E-DIN 69893-6, форма F DIN DIN 69893 69893 ■■ Применение в шпинделях с высокой частотой вращения и деревообрабатывающих ■■ С уменьшенным конусом и увеличенной площадью торцевой поверхности. станках. ■■ Возможна центральная подача СОЖ через сквозное отверстие — без резьбы ■■ Симметричны относительно оси вращения, без приводных пазов. под трубку для СОЖ ■■ Передача крутящего момента посредством фрикционного замыкания. ■■ Возможен центральный подвод СОЖ по трубке. По сравнению с конусом SK конус HSK имеет следующие преимущества: Материал: ■■ Высокая повторяемость при смене инструментов. ■■ Специальная сталь для особо нагружаемых деталей. ■■ Жёсткое аксиальное позиционирование благодаря контакту торца шпинделя и ■■ Твёрдость поверхности: 58 − 62 HRC. опорной плоскости фланца патрона. ■■ Предел прочности на растяжение не менее 1000 Н/мм2. ■■ Подходит для повышенных оборотов. ■■ Штревель не нужен. Форма A Форма Е f3 f3 l6(HSK-T)60°7 l660° 30° 30° d5 d5 d12 d1 d11 d10 b1(b5 = HSK-T) d2 d12 d1 d11 d10 d2 f1 f1 f2 l1 f2 l1 30 b1 b5 d1*) d2 d5 d10 d11 d12 f1 f2 f3 l1 l6 HSK ± 0,04 ± 0,035 h10 H11 макс. -0,1 -0,1 -0,1 мин. ±0,1 −0,2 JS10 32 7,05 6,932 32 24,007 20,5 26 26,5 37 20 35 16 16 8,92 40 8,05 7,932 40 30,007 25,5 34 34,8 45 20 35 16 20 11,42 50 10,54 10,425 50 38,009 32 42 43 59,30 26 42 18 25 14,13 63 12,54 12,425 63 48,010 40 53 55 72,30 26 42 18 32 18,13 80 16,04 15,93 80 60,012 50 68 70 88,80 26 42 18 40 22,85 100 20,02 19,91 100 75,013 63 88 92 109,75 29 45 20 50 28,56 *) Номинальный ⌀ d1 = ⌀ фланца 866