Каталог Hoffmann Group режущий и вспомогательный инструмент - страница 635
Навигация
 Каталог Hoffmann Group запасные части, оснастка и СИЗ
Каталог Hoffmann Group запасные части, оснастка и СИЗ Каталог Hoffmann Group ручной и измерительный инструмент
Каталог Hoffmann Group ручной и измерительный инструмент Каталог Hoffmann Group токарный инструмент
Каталог Hoffmann Group токарный инструмент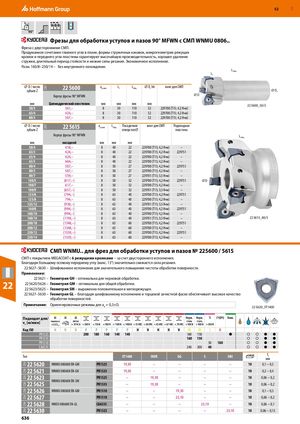
25A25A25A25A25A25A25A25A 25O25O RUE 52 90° Фрезы для обработки уступов и пазов 90° MFWN с СМП WNMU 0806.. Фреза с двусторонними СМП. Продуманное сочетание главного угла в плане, формы стружечных канавок, микрогеометрии режущих кромок и переднего угла пластины гарантируют высочайшую производительность, хорошее удаление стружки, длительный период стойкости и низкие силы резания. Экономичное исполнение. Разм. 160/8–250/14 – Без внутреннего охлаждения. Lобщ L1 ⌀ D / числозубьев Z 22 5600 ap макс L1 Lобщ ⌀ Ds h6 винт для СМП ⌀ Ds Корпус фрезы 90° MFWN ⌀ D мм Цилиндрический хвостовик мм мм мм мм 22 5600_50/3 50/3 361,– 8 30 110 32 229700 (T15; 4,2 Н•м) 63/4 424,– 8 30 110 32 229700 (T15; 4,2 Н•м) 80/5 507,– 8 30 110 32 229700 (T15; 4,2 Н•м) ⌀ D / числозубьев Z 22 5615 ap макс Lобщ Посадочное винт для СМП Подкладнаяотверстие⌀пластина Корпус фрезы 90° MFWN Lобщ мм насадной мм мм мм 50/4 418,– 8 40 22 229700 (T15; 4,2 Н•м) – 63/3 424,– 8 40 22 229700 (T15; 4,2 Н•м) 229751 63/4 424,– 8 40 22 229700 (T15; 4,2 Н•м) – 63/5 464,– 8 40 22 229700 (T15; 4,2 Н•м) – 80/4 507,– 8 50 27 229700 (T15; 4,2 Н•м) 229751 80/5 507,– 8 50 27 229700 (T15; 4,2 Н•м) – 80/7 559,– 8 50 27 229701 (T15; 3,5 Н•м) – 100/5 (617,–) 8 50 32 229700 (T15; 4,2 Н•м) 229751 ⌀ D 100/7 617,– 8 50 32 229700 (T15; 4,2 Н•м) – 100/9 (657,–) 8 50 32 229701 (T15; 3,5 Н•м) – 125/6 (794,–) 8 63 40 229700 (T15; 4,2 Н•м) 229751 125/8 794,– 8 63 40 229700 (T15; 4,2 Н•м) – 125/12 (930,–) 8 63 40 229701 (T15; 3,5 Н•м) – 160/8 (994,–) 8 63 40 229700 (T15; 4,2 Н•м) 229751 160/10 (994,–) 8 63 40 229700 (T15; 4,2 Н•м) – 160/14 (1194,–) 8 63 40 229701 (T15; 3,5 Н•м) – 22 5615_80/5 200/10 (1348,–) 8 63 60 229700 (T15; 4,2 Н•м) 229751 200/12 (1348,–) 8 63 60 229700 (T15; 4,2 Н•м) – 250/12 (1559,–) 8 63 60 229700 (T15; 4,2 Н•м) 229751 250/14 (1559,–) 8 63 60 229700 (T15; 4,2 Н•м) – СМП WNMU.. для фрез для обработки уступов и пазов № 225600 / 5615 СМП с покрытием MEGACOAT с 6 режущими кромками − за счет двустороннего исполнения. Благодаря большому осевому переднему углу (макс. 13°) значительно снижается сила резания. 22 5627–5630 – Шлифованное исполнение для значительного повышения чистоты обработки поверхности. Применение: 22 5621 – Геометрия GH – оптимальна для черновой обработки. 22 22 5620/5626 – Геометрия GM – оптимальна для общей обработки.22 5623/5625 – Геометрия SM – выраженно положительная и мягкорежущая. 22 5627–5630 – Геометрия GL – благодаря шлифованному исполнению и торцевой зачистной фаске обеспечивает высокое качество обработки поверхностей. Примечание: Ориентировочные режимы для ae = 0,3×D. 22 5620_ST1400 Подходит для/ vc [м/мин] Код ISO N N N P P P P P H H H H H M M S K PR1525 200 180 160 140 140 160 150 ● ○ ○ ● ● PR1535 160 150 ○ ○ ● ● PR1510 50 180 ○ ○ ● ● CA6535 240 200 40 ○ ○ ● ● Тип ST1400 INOX GG S UNI fzмм 22 5620 WNMU 080608 EN-GM PR1525 19,30 – – – – 10 0,1 − 0,3 22 5621 WNMU 080608 EN-GH PR1525 19,30 – – – – 10 0,2 − 0,4 22 562322 5625 WNMU 080608 EN-SM PR1525PR1535 –– 19,30 –19,30– –– – 10 0,06 − 0,2–100,06 − 0,2 22 5626 WNMU 080608 EN-GM PR1510 – – 19,30 – – 10 0,1 − 0,3 22 5627 PR1510 – – 23,10 – – 10 0,06 − 0,2 22 5628 WNEU 080608 EN-GL CA6535 – – – 23,10 – 10 0,06 − 0,1 22 5630 PR1525 – – – – 23,10 10 0,06 − 0,15 636