Каталог Hoffmann Group режущий и вспомогательный инструмент - страница 308
Навигация
 Каталог Hoffmann Group запасные части, оснастка и СИЗ
Каталог Hoffmann Group запасные части, оснастка и СИЗ Каталог Hoffmann Group ручной и измерительный инструмент
Каталог Hoffmann Group ручной и измерительный инструмент Каталог Hoffmann Group токарный инструмент
Каталог Hoffmann Group токарный инструмент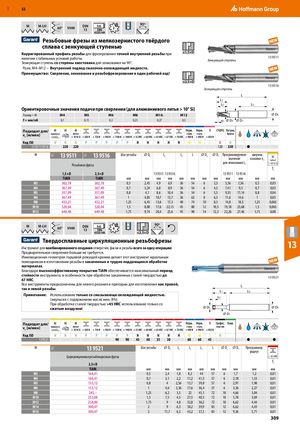
RUE 11J11J 11J 52 M M-LH 60° VHM DIN13 h6 DIN 6535HA 2 90º Резьбовые фрезы из мелкозернистого твёрдого сплава с зенкующей ступенью Корригированный профиль резьбы для фрезерования точной внутренней резьбы при ≤1,5×D наличии стабильных условий работы.Зенкующая ступень со стороны хвостовика для зенкования на 90°. 13 9511Зенкующая ступень Разм. M4–M12 – Внутренний подвод смазочно-охлаждающей жидкости. Преимущество: Сверление, зенкование и резьбофрезерование в один рабочий ход! ≤2,5×D 13 9516 Зенкующая ступень L L1 LC LS Ориентировочные значения подачи при сверлении (для алюминиевого литья > 10° Si) Размер = M M4 M5 M6 M8 M10. M12 ⌀ DS f = мм/об 0,1 0,15 0,2 0,25 0,27 0,3 e1 ⌀ DC ⌀ D1 Подходит для/ vc [м/мин] Код ISO N N N P P P P P H H H H H M M S K N 13 9511/9516 220 220 120 330 ● М 13 9511 13 9516 Шаг резьбы ⌀ DC Lc Ls L ⌀ Ds ⌀ D1 Программируемое шириназначениеканавки e1Alлитье Резьбовая фреза для зенкования L1 > 10 % Si fz 1,5×D 2,5×D 13 9511 13 9516 13 9511 13 9516 TiAlN TiAlN мм мм мм мм мм мм мм мм мм мм мм мм M3 302,78 302,78 0,5 2,45 4,9 6,9 36 54 6 3,3 5,36 7,36 0,5 0,03 M4 367,49 367,49 0,7 3,24 6,8 8,9 36 54 6 4,3 7,41 9,5 0,7 0,03 M5 357,09 357,09 0,8 4,1 8,6 10,4 36 54 6 5,3 9,35 11,14 0,8 0,04 M6 367,49 367,49 1 4,85 10,7 13,7 36 62 8 6,3 11,6 14,6 1 0,05 M8 432,21 432,21 1,25 6,45 13,6 17,3 40 74 10 8,3 14,8 18,5 1,25 0,065 M10 520,04 520,04 1,5 8,08 17,6 22,15 45 80 12 10,3 19,18 23,68 1,5 0,065 M12 649,48 649,48 1,75 9,74 20,4 25,6 45 90 14 12,3 22,26 27,46 1,75 0,08 M M-LH 60° VHM DIN13 h6 DIN 6535HA 4 90º ≤2,5×D Твердосплавные циркуляционные резьбофрезыИнструмент для комбинированного создания отверстия, фаски и резьбы всего за одну операцию. 13 Предварительное сверление больше не требуется. Инновационная геометрия торцевой режущей кромки делает этот инструмент идеальным помощником в изготовлении резьбы в закаленных и трудно поддающихся обработке материалах. Благодаря высокоэффективному покрытию TiAlN обеспечивается максимальный период стойкости инструмента, в особенности при обработке закаленных сталей твердостью до 13 9521 67 HRC. Все инструменты предназначены для левого резания и пригодны для изготовления как правой, L так и левой резьбы. L1 LS Примечание: Использование только со смазывающе-охлаждающей жидкостью.(эмульсия с содержанием масла мин. 8%). LC При обработке сталей твердостью >45 HRC использование только со сжатым воздухом! ⌀ DC ⌀ DS ⌀ D1 Подходит для/ vc [м/мин] Код ISO N N N P P P P P H H H H H M M S N 13 9521 90 90 45 40 35 30 60 60 45 ● ● М 13 9521 Шаг резьбы ⌀ DC Lc L1 Ls L ⌀ Ds ⌀ D1 Программир.радиус Циркуляционная резьбонарезная фреза < 65 HRC 2,5×D fz TiAlN мм мм мм мм мм мм мм мм мм мм M3 166,41 0,5 2,4 1,8 8,2 44 57 6 1,7 1,2 0,01 M4 166,41 0,7 3,1 2,2 11,2 41,5 57 6 2,18 1,53 0,01 M5 153,12 0,8 4 2,56 13,7 39,8 57 6 2,97 1,98 0,01 M6 153,12 1 4,6 3,36 17,6 36,4 57 6 3,36 2,27 0,01 M8 245,– 1,25 6,2 3,5 22 45,1 72 10 4,66 3,04 0,01 M10 253,08 1,5 7,5 4,5 27,5 40,5 72 10 5,78 3,69 0,01 M12 258,86 1,75 9 4,8 32,8 36,2 72 10 6,62 4,44 0,01 M14 300,47 2 9 6,3 38,2 39,9 83 12 6,62 4,43 0,01 M16 300,47 2 11,7 6,3 43,2 37,3 83 12 9,36 5,71 0,01 309