Каталог Haimer инструментальная оснастка - страница 34
Навигация
 Каталог Haimer аксессуары
Каталог Haimer аксессуары Каталог Haimer патроны и оправки
Каталог Haimer патроны и оправки Каталог Haimer 3d-индикаторы
Каталог Haimer 3d-индикаторы Каталог Haimer инструментальные оправки
Каталог Haimer инструментальные оправки Каталог Haimer технология индукционной устадки инструмента
Каталог Haimer технология индукционной устадки инструмента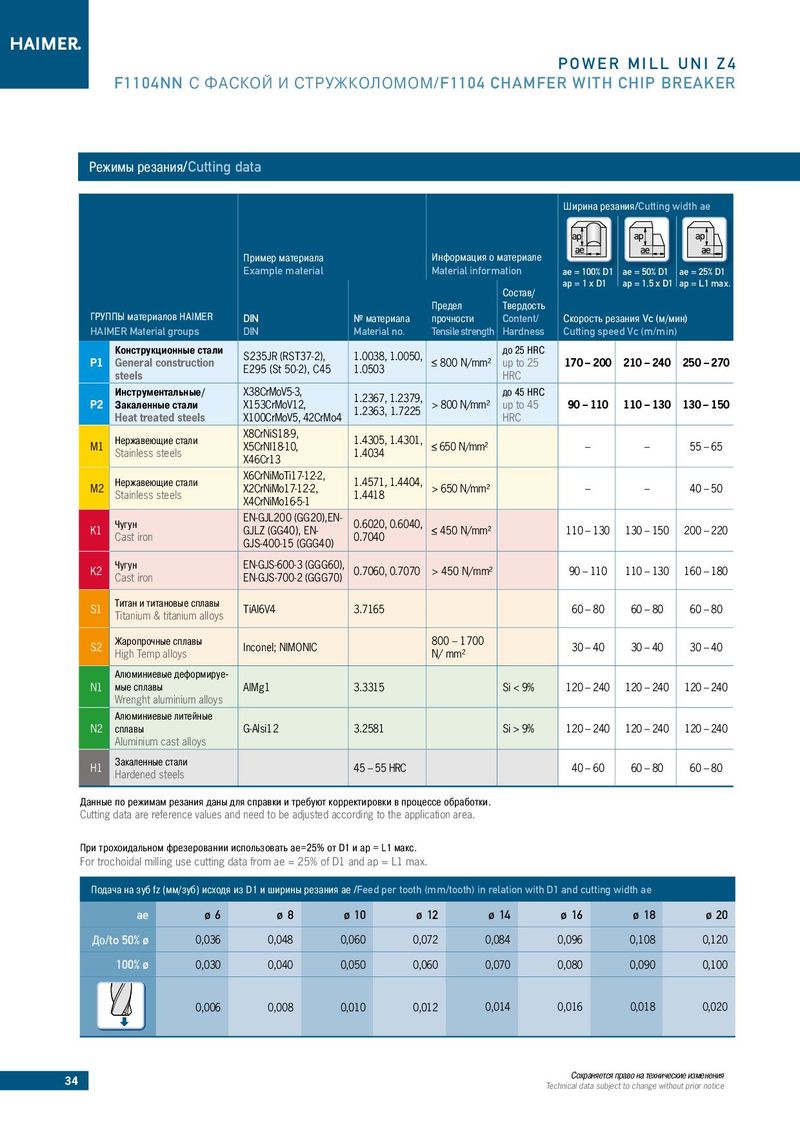
POWER MILL UNI Z4 F1104NN С ФАСКОЙ И СТРУЖКОЛОМОМ/F1104 CHAMFER WITH CHIP BREAKER Режимы резания/Cutting data Ширина резания/Cutting width ae Пример материала Информация о материале Example material Material information ae = 100% D1 ae = 50% D1 ae = 25% D1 Состав/ ap = 1 x D1 ap = 1,5 x D1 ap = L1 max. Предел Твердость ГРУППЫ материалов HAIMER DIN № материала прочности Content/ Cкорость резания Vc (м/мин) HAIMER Material groups DIN Material no. Tensile strength Hardness Cutting speed Vc (m/min) Конструкционные стали S235JR (RST37-2), 1.0038, 1.0050, до 25 HRC P1 General construction E295 (St 50-2), C45 1.0503 800 N/mm² up to 25 170 – 200 210 – 240 250 – 270 steels HRC Инструментальные/ X38CrMoV5-3, 1.2367, 1.2379, до 45 HRC P2 Закаленные стали X153CrMoV12, 1.2363, 1.7225 > 800 N/mm² up to 45 90 – 110 110 – 130 130 – 150 Heat treated steels X100CrMoV5, 42CrMo4 HRC Нержавеющие стали X8CrNiS18-9, 1.4305, 1.4301, M1 Stainless steels X5CrNI18-10, 1.4034 650 N/mm² – – 55 – 65 X46Cr13 Нержавеющие стали X6CrNiMoTi17-12-2, 1.4571, 1.4404, M2 Stainless steels X2CrNiMo17-12-2, 1.4418 > 650 N/mm² – – 40 – 50 X4CrNiMo16-5-1 Чугун EN-GJL200 (GG20),EN- 0.6020, 0.6040, K1 Cast iron GJLZ (GG40), EN- 0.7040 450 N/mm² 110 – 130 130 – 150 200 – 220 GJS-400-15 (GGG40) K2 Чугун EN-GJS-600-3 (GGG60), 0.7060, 0.7070 > 450 N/mm² 90 – 110 110 – 130 160 – 180 Cast iron EN-GJS-700-2 (GGG70) S1 Титан и титановые сплавы TiAl6V4 3.7165 60 – 80 60 – 80 60 – 80 Titanium & titanium alloys S2 Жаропрочные сплавы Inconel; NIMONIC 800 – 1700 30 – 40 30 – 40 30 – 40 High Temp alloys N/ mm² Алюминиевые деформируе- N1 мые сплавы AlMg1 3.3315 Si < 9% 120 – 240 120 – 240 120 – 240 Wrenght aluminium alloys Алюминиевые литейные N2 сплавы G-Alsi12 3.2581 Si > 9% 120 – 240 120 – 240 120 – 240 Aluminium cast alloys H1 Закаленные стали 45 – 55 HRC 40 – 60 60 – 80 60 – 80 Hardened steels Данные по режимам резания даны для cправки и требуют корректировки в процессе обработки. Cutting data are reference values and need to be adjusted according to the application area. При трохоидальном фрезеровании использовать ae=25% от D1 и ap = L1 макс. For trochoidal milling use cutting data from ae = 25% of D1 and ap = L1 max. Подача на зуб fz (мм/зуб) исходя из D1 и ширины резания ae /Feed per tooth (mm/tooth) in relation with D1 and cutting width ae ae ø6 ø8 ø 10 ø 12 ø 14 ø 16 ø 18 ø 20 До/to 50% ø 0,036 0,048 0,060 0,072 0,084 0,096 0,108 0,120 100% ø 0,030 0,040 0,050 0,060 0,070 0,080 0,090 0,100 0,006 0,008 0,010 0,012 0,014 0,016 0,018 0,020 34 Сохраняется право на технические изменения Technical data subject to change without prior notice