Каталог Haimer инструментальная оснастка - страница 30
Навигация
 Каталог Haimer аксессуары
Каталог Haimer аксессуары Каталог Haimer патроны и оправки
Каталог Haimer патроны и оправки Каталог Haimer 3d-индикаторы
Каталог Haimer 3d-индикаторы Каталог Haimer инструментальные оправки
Каталог Haimer инструментальные оправки Каталог Haimer технология индукционной устадки инструмента
Каталог Haimer технология индукционной устадки инструмента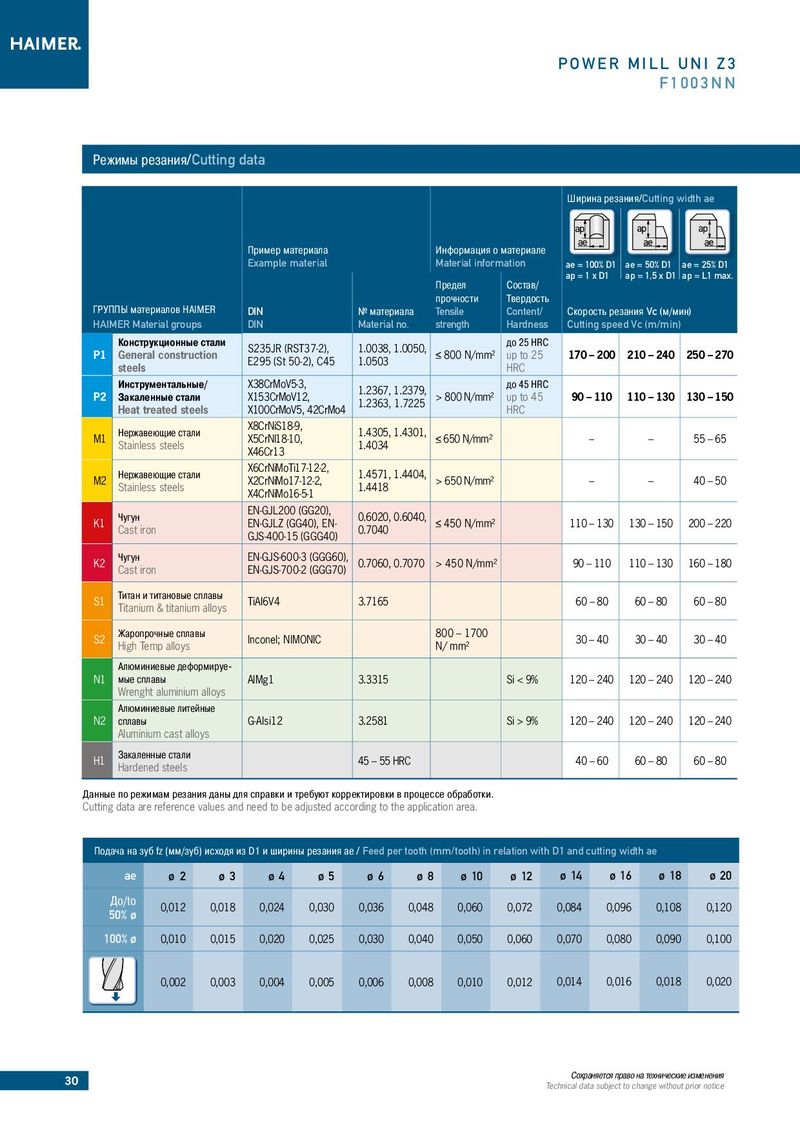
POWER MILL UNI Z3 F1003NN Режимы резания/Cutting data Ширина резания/Cutting width ae Пример материала Информация о материале Example material Material information ae = 100% D1 ae = 50% D1 ae = 25% D1 Предел Состав/ ap = 1 x D1 ap = 1,5 x D1 ap = L1 max. прочности Твердость ГРУППЫ материалов HAIMER DIN № материала Tensile Content/ Cкорость резания Vc (м/мин) HAIMER Material groups DIN Material no. strength Hardness Cutting speed Vc (m/min) Конструкционные стали S235JR (RST37-2), 1.0038, 1.0050, до 25 HRC P1 General construction E295 (St 50-2), C45 1.0503 800 N/mm² up to 25 170 – 200 210 – 240 250 – 270 steels HRC Инструментальные/ X38CrMoV5-3, 1.2367, 1.2379, до 45 HRC P2 Закаленные стали X153CrMoV12, 1.2363, 1.7225 > 800 N/mm² up to 45 90 – 110 110 – 130 130 – 150 Heat treated steels X100CrMoV5, 42CrMo4 HRC Нержавеющие стали X8CrNiS18-9, 1.4305, 1.4301, M1 Stainless steels X5CrNI18-10, 1.4034 650 N/mm² – – 55 – 65 X46Cr13 Нержавеющие стали X6CrNiMoTi17-12-2, 1.4571, 1.4404, M2 Stainless steels X2CrNiMo17-12-2, 1.4418 > 650 N/mm² – – 40 – 50 X4CrNiMo16-5-1 Чугун EN-GJL200 (GG20), 0.6020, 0.6040, K1 Cast iron EN-GJLZ (GG40), EN- 0.7040 450 N/mm² 110 – 130 130 – 150 200 – 220 GJS-400-15 (GGG40) K2 Чугун EN-GJS-600-3 (GGG60), 0.7060, 0.7070 > 450 N/mm² 90 – 110 110 – 130 160 – 180 Cast iron EN-GJS-700-2 (GGG70) S1 Титан и титановые сплавы TiAl6V4 3.7165 60 – 80 60 – 80 60 – 80 Titanium & titanium alloys S2 Жаропрочные сплавы Inconel; NIMONIC 800 – 1700 30 – 40 30 – 40 30 – 40 High Temp alloys N/ mm² Алюминиевые деформируе- N1 мые сплавы AlMg1 3.3315 Si < 9% 120 – 240 120 – 240 120 – 240 Wrenght aluminium alloys Алюминиевые литейные N2 сплавы G-Alsi12 3.2581 Si > 9% 120 – 240 120 – 240 120 – 240 Aluminium cast alloys H1 Закаленные стали 45 – 55 HRC 40 – 60 60 – 80 60 – 80 Hardened steels Данные по режимам резания даны для cправки и требуют корректировки в процессе обработки. Cutting data are reference values and need to be adjusted according to the application area. Подача на зуб fz (мм/зуб) исходя из D1 и ширины резания ae / Feed per tooth (mm/tooth) in relation with D1 and cutting width ae ae ø2 ø3 ø4 ø5 ø6 ø8 ø 10 ø 12 ø 14 ø 16 ø 18 ø 20 До/to 0,012 0,018 0,024 0,030 0,036 0,048 0,060 0,072 0,084 0,096 0,108 0,120 50% ø 100% ø 0,010 0,015 0,020 0,025 0,030 0,040 0,050 0,060 0,070 0,080 0,090 0,100 0,002 0,003 0,004 0,005 0,006 0,008 0,010 0,012 0,014 0,016 0,018 0,020 30 Сохраняется право на технические изменения Technical data subject to change without prior notice