Каталог Guhring резьбонарезной инструмент 2010 - страница 34
Навигация
 Основной каталог Guhring 2011
Основной каталог Guhring 2011 Каталог Guhring резьбонарезной инструмент
Каталог Guhring резьбонарезной инструмент Каталог Guhring сверла
Каталог Guhring сверла Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300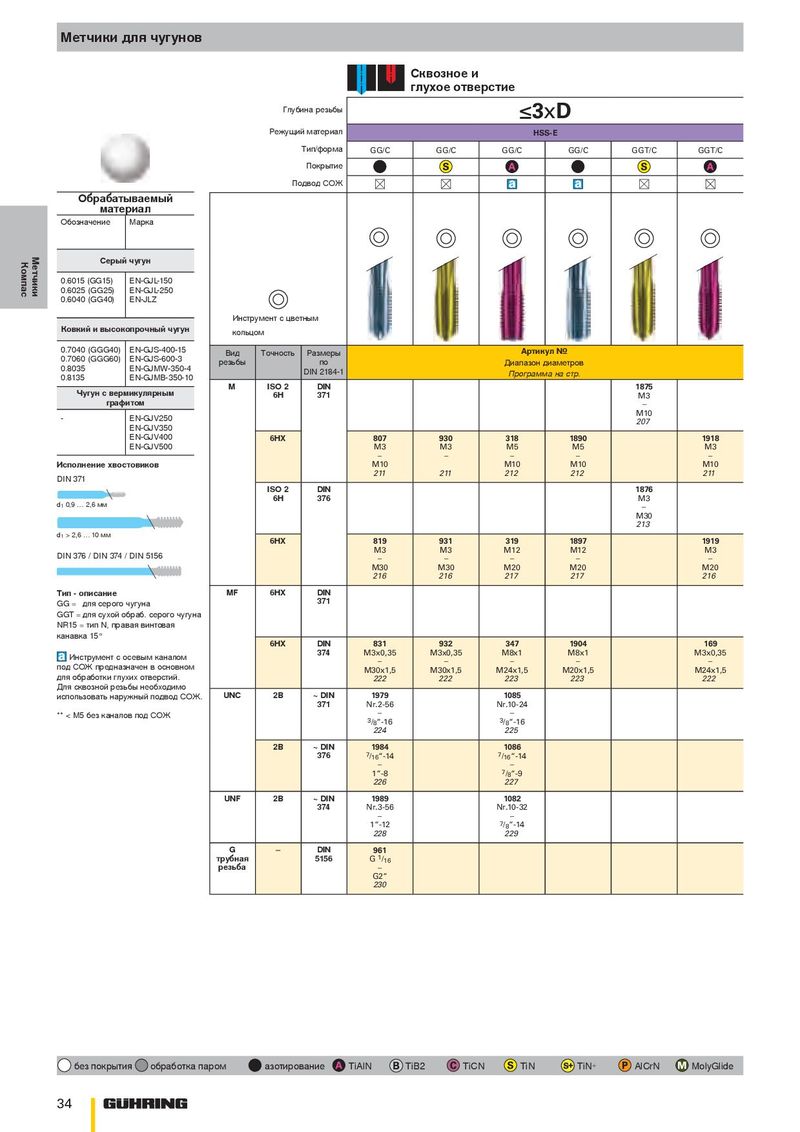
Метчики для чугунов Метчики для чугунов Метчики для магниевых сплавов Метчики для магниевых сплавов Сквозное и Сквозное и глухое отверстие глухое отверстие Глубина резьбы Глубина резьбы Глубина резьбы Глубина резьбы ≤3xD ≤3xD ≤3xD ≤3xD ≤3xD ≤3xD Режущий материал Режущий материал HSS-E HSS-E Цельн. тв. сплав Цельн. тв. сплав Режущий материал Режущий материал HSS-E HSS-E Тип/форма Тип/форма GG/C GG/C GG/C GG/C GG/C GG/C GG/C GG/C GGT/C GGT/C GGT/C GGT/C H/C H/C H/E H/E H/C H/C H/C H/C H/C H/C NR15/C NR15/C Тип/форма Тип/форма NAZ/E NAZ/E Покрытие Покрытие Покрытие Покрытие Подвод СОЖ Подвод СОЖ Подвод СОЖ Подвод СОЖ Обрабатываемый Обрабатываемый Точность Точность Точность Точность Точность Точность Точность Точность Точность Точность Точность Точность Обрабатываемый Обрабатываемый материал материал хвостовика h6 хвостовика h6 хвостовика h6 хвостовика h6 хвостовика h6 хвостовика h6 хвостовика h6 хвостовика h6 хвостовика h6 хвостовика h6 хвостовика h6 хвостовика h6 материал материал Обозначение Обозначение Марка Марка Обозначение Обозначение Марка Марка Компас Метчики Серый чугун Серый чугун Магниевые сплавы Магниевые сплавы 0.6015 (GG15) 0.6015 (GG15) EN-GJL-150 EN-GJL-150 3.5200 3.5200 MgMn2 MgMn2 0.6025 (GG25) 0.6025 (GG25) EN-GJL-250 EN-GJL-250 3.5612 3.5612 MgAl6Zn MgAl6Zn 0.6040 (GG40) 0.6040 (GG40) EN-JLZ EN-JLZ 3.5812 3.5812 MgAl8Zn MgAl8Zn 3.5812.05 3.5812.05 GDMgAl8Zn1 GDMgAl8Zn1 Инструмент с цветным Инструмент с цветным 3.5612.05 3.5612.05 GDMgAl6Zn1 GDMgAl6Zn1 Ковкий и высокопрочный чугун Ковкий и высокопрочный чугун кольцом кольцом 3.5662.01 3.5662.01 GMgAl6 GMgAl6 0.7040 (GGG40) 0.7040 (GGG40) EN-GJS-400-15 EN-GJS-400-15 Вид Вид Точность Точность Размеры Размеры Артикул № Артикул № Артикул № Артикул № Вид Вид Точность Точность Размеры Размеры Артикул № Артикул № 0.7060 (GGG60) 0.7060 (GGG60) EN-GJS-600-3 EN-GJS-600-3 резьбы резьбы по по Диапазон диаметров Диапазон диаметров Диапазон диаметров Диапазон диаметров Исполнение хвостовиков Исполнение хвостовиков резьбы резьбы по по Диапазон Диапазон 0.8035 0.8035 EN-GJMW-350-4 EN-GJMW-350-4 DIN 2184-1 DIN 2184-1 Программа на стр. Программа на стр. Программа на стр. Программа на стр. DIN 2184-1 DIN 2184-1 0.8135 0.8135 EN-GJMB-350-10 EN-GJMB-350-10 Программа на Программа на DIN 376 DIN 376 M M ISO 2 ISO 2 DIN DIN 1875 1875 M M ISO 2 ISO 2 DIN DIN Чугун с вермикулярным Чугун с вермикулярным 6H 6H 371 371 M3 M3 6H 6H 371 371 графитом графитом – – M10 M10 - - EN-GJV250 EN-GJV250 207 207 Тип - описание Тип - описание EN-GJV350 EN-GJV350 NAZ = с шахматным расположением NAZ = с шахматным расположением EN-GJV400 EN-GJV400 6HX 6HX 807 807 930 930 318 318 1890 1890 1918 1918 969 * 969 * 1008 1008 1858 1858 2311 2311 2506 2506 2510 2510 зубьев зубьев 6HX 6HX EN-GJV500 EN-GJV500 M3 M3 M3 M3 M5 M5 M5 M5 M3 M3 M3 M3 M3 M3 M5 M5 M5 M5 M5 M5 M5 M5 – – – – – – – – – – – – – – – – – – – – – – Инструмент с осевым каналом Инструмент с осевым каналом Исполнение хвостовиков Исполнение хвостовиков M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 M10 под СОЖ предназначен в основном под СОЖ предназначен в основном 211 211 211 211 212 212 212 212 211 211 208 208 208 208 209 209 210 210 210 210 210 210 DIN 371 DIN 371 для обработки глухих отверстий. Для для обработки глухих отверстий. Для ISO 2 ISO 2 DIN DIN 1876 1876 сквозной резьбы необходимо исполь- сквозной резьбы необходимо исполь- ISO 2 ISO 2 DIN DIN 2899 2899 6H 6H 376 376 M3 M3 зовать наружный подвод СОЖ. зовать наружный подвод СОЖ. 6H 6H 376 376 M5 M5 d d 1 1 0,9 … 2,6 мм 0,9 … 2,6 мм – – – – M30 M30 M12 M12 213 213 231 231 d d 1 1 > 2,6 … 10 мм > 2,6 … 10 мм 6HX 6HX 819 819 931 931 319 319 1897 1897 1919 1919 1883 1883 1859 1859 6HX 6HX M3 M3 M3 M3 M12 M12 M12 M12 M3 M3 M12 M12 M12 M12 DIN 376 / DIN 374 / DIN 5156 DIN 376 / DIN 374 / DIN 5156 – – – – – – – – – – – – – – M30 M30 M30 M30 M20 M20 M20 M20 M20 M20 M20 M20 M20 M20 216 216 216 216 217 217 217 217 216 216 214 214 215 215 Тип - описание Тип - описание MF MF 6HX 6HX DIN DIN 972 * 972 * 1009 1009 1861 1861 GG = GG = для серого чугуна для серого чугуна 371 371 M4x0,5 M4x0,5 M10x1 M10x1 M5x0,5 M5x0,5 – – – – – – GGT = для сухой обраб. серого чугуна GGT = для сухой обраб. серого чугуна M10x1 M10x1 M16x1,5 M16x1,5 M10x1 M10x1 NR15 = тип N, правая винтовая NR15 = тип N, правая винтовая 218 218 218 218 219 219 канавка 15° канавка 15° 6HX 6HX DIN DIN 831 831 932 932 347 347 1904 1904 169 169 974 974 1860 1860 374 374 M3x0,35 M3x0,35 M3x0,35 M3x0,35 M8x1 M8x1 M8x1 M8x1 M3x0,35 M3x0,35 M12x1,5 M12x1,5 M12x1,5 M12x1,5 Инструмент с осевым каналом Инструмент с осевым каналом – – – – – – – – – – – – – – под СОЖ предназначен в основном под СОЖ предназначен в основном M30x1,5 M30x1,5 M30x1,5 M30x1,5 M24x1,5 M24x1,5 M20x1,5 M20x1,5 M24x1,5 M24x1,5 M20x1,5 M20x1,5 M20x1,5 M20x1,5 для обработки глухих отверстий. для обработки глухих отверстий. 222 222 222 222 223 223 223 223 222 222 220 220 221 221 Для сквозной резьбы необходимо Для сквозной резьбы необходимо использовать наружный подвод СОЖ. использовать наружный подвод СОЖ. UNC UNC 2B 2B ~ DIN ~ DIN 1979 1979 1085 1085 371 371 Nr.2-56 Nr.2-56 Nr.10-24 Nr.10-24 ** < M5 без каналов под СОЖ ** < M5 без каналов под СОЖ – – – – 3 3 / / 8 8 “-16 “-16 3 3 / / 8 8 “-16 “-16 224 224 225 225 2B 2B ~ DIN ~ DIN 1984 1984 1086 1086 376 376 7 7 / / 16 16 “-14 “-14 7 7 / / 16 16 “-14 “-14 – – – – 1“-8 1“-8 7 7 / / 8 8 “-9 “-9 226 226 227 227 UNF UNF 2B 2B ~ DIN ~ DIN 1989 1989 1082 1082 374 374 Nr.3-56 Nr.3-56 Nr.10-32 Nr.10-32 – – – – 1“-12 1“-12 7 7 / / 8 8 “-14 “-14 228 228 229 229 G G – – DIN DIN 961 961 трубная трубная 5156 5156 G G 1 1 / / 16 16 резьба резьба – – G2“ G2“ 230 230 без покрытия обработка паром азотирование TiAlN TiB2 TiCN TiN TiN + AlCrN MolyGlide 34