Каталог Guhring резьбонарезной инструмент 2010 - страница 14
Навигация
 Основной каталог Guhring 2011
Основной каталог Guhring 2011 Каталог Guhring резьбонарезной инструмент
Каталог Guhring резьбонарезной инструмент Каталог Guhring сверла
Каталог Guhring сверла Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300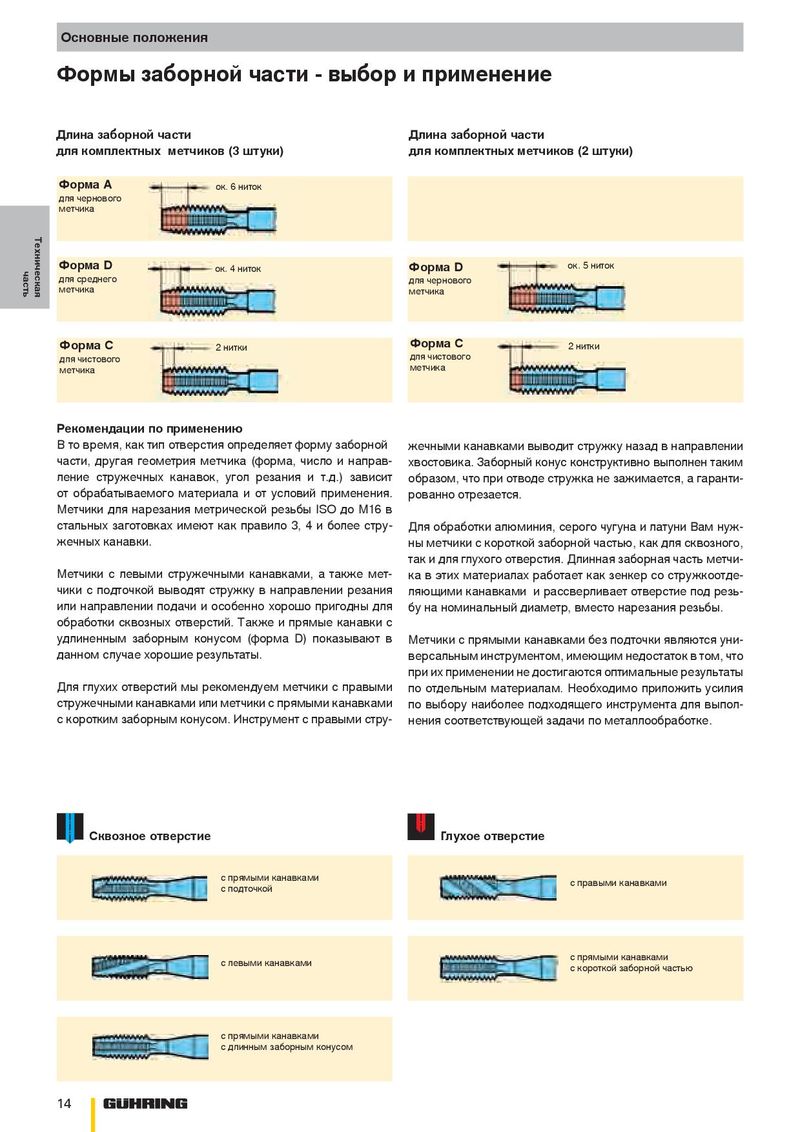
Основные положения Основные положения Основные положения Основные положения Формы заборной части - выбор и применение Формы заборной части - выбор и применение Метчики для метрической резьбы ISO DIN EN 22857 (фрагмент) Метчики для метрической резьбы ISO DIN EN 22857 (фрагмент) Длина заборной части Длина заборной части Длина заборной части Длина заборной части для комплектных метчиков (3 штуки) для комплектных метчиков (3 штуки) для комплектных метчиков (2 штуки) для комплектных метчиков (2 штуки) Форма А Форма А ок. 6 ниток ок. 6 ниток для чернового для чернового метчика метчика Техническая часть Форма D Форма D ок. 4 ниток ок. 4 ниток Форма D Форма D ок. 5 ниток ок. 5 ниток для среднего для среднего для чернового для чернового метчика метчика метчика метчика Профиль внутренней резьбы Профиль внутренней резьбы Профиль метчика Профиль метчика Базовый профиль: Базовый профиль: Допуски: Допуски: Базовый профиль: Базовый профиль: Допуск: Допуск: D D Номинальный диаметр Номинальный диаметр T T D1 D1 Допуск внутр.диаметра резьбы Допуск внутр.диаметра резьбы d=D d=D Номинальный диаметр Номинальный диаметр T T d2 d2 Допуск для Допуск для D D 1 1 Внутренний диаметр резьбы Внутренний диаметр резьбы T T D2 D2 Допуск сред. диаметра резьбы Допуск сред. диаметра резьбы d min. d min. Минимальный размер наружного диаметра Минимальный размер наружного диаметра среднего диаметра среднего диаметра D D 2 2 Средний диаметр резьбы Средний диаметр резьбы Форма С Форма С Js Js 2 нитки 2 нитки Форма С Форма С 2 нитки 2 нитки Нижнее отклонение наружного диаметра Нижнее отклонение наружного диаметра P P Шаг резьбы Шаг резьбы для чистового для чистового для чистового для чистового Угол профиля Угол профиля d d Средний диаметр резьбы метчика метчика метчика метчика H H Высота Высота 2 2 =D =D 2 2 Средний диаметр резьбы профиля резьбы профиля резьбы d d 2 2 min. min. Минимальный размер среднего диаметра резьбы Минимальный размер среднего диаметра резьбы El El Нижний предел, Нижний предел, d d 2 2 max. max. Максимальный размер среднего диаметра резьбы Максимальный размер среднего диаметра резьбы ноль для поля допуска Н, ноль для поля допуска Н, Es Es Верхнее отклонение среднего диаметра резьбы Верхнее отклонение среднего диаметра резьбы положительный для допуска G положительный для допуска G Em Em Нижнее отклонение среднего диаметра резьбы Нижнее отклонение среднего диаметра резьбы Рекомендации по применению Рекомендации по применению В то время, как тип отверстия определяет форму заборной В то время, как тип отверстия определяет форму заборной жечными канавками выводит стружку назад в направлении жечными канавками выводит стружку назад в направлении Для Для международной международной унификации унификации резьбы резьбы была была создана создана Метчики со смещенным полем допуска по DIN 802 Часть Метчики со смещенным полем допуска по DIN 802 Часть части, другая геометрия метчика (форма, число и направ- части, другая геометрия метчика (форма, число и направ- хвостовика. Заборный конус конструктивно выполнен таким хвостовика. Заборный конус конструктивно выполнен таким резьба ISO. Это себя полностью оправдало. Метрическая резьба ISO. Это себя полностью оправдало. Метрическая 1 обозначаются дополнительной буквой "Х" ( 6 НХ, 6 GX). 1 обозначаются дополнительной буквой "Х" ( 6 НХ, 6 GX). ление стружечных канавок, угол резания и т.д.) зависит ление стружечных канавок, угол резания и т.д.) зависит образом, что при отводе стружка не зажимается, а гаранти- образом, что при отводе стружка не зажимается, а гаранти- резьба ISO является сегодня самым распространенным ви- резьба ISO является сегодня самым распространенным ви- Рекомендуем использовать метчики согласно прилагаемой Рекомендуем использовать метчики согласно прилагаемой от обрабатываемого материала и от условий применения. от обрабатываемого материала и от условий применения. рованно отрезается. рованно отрезается. дом резьбы. Этот факт отражен и в нашей программе по дом резьбы. Этот факт отражен и в нашей программе по диаграмме: диаграмме: Метчики для нарезания метрической резьбы ISO до М16 в Метчики для нарезания метрической резьбы ISO до М16 в метчикам. метчикам. стальных заготовках имеют как правило 3, 4 и более стру- стальных заготовках имеют как правило 3, 4 и более стру- Для обработки алюминия, серого чугуна и латуни Вам нуж- Для обработки алюминия, серого чугуна и латуни Вам нуж- жечных канавки. жечных канавки. ны метчики с короткой заборной частью, как для сквозного, ны метчики с короткой заборной частью, как для сквозного, так и для глухого отверстия. Длинная заборная часть метчи- так и для глухого отверстия. Длинная заборная часть метчи- Степень точности допуска (цифровое обозначение) Степень точности допуска (цифровое обозначение) Метчики с левыми стружечными канавками, а также мет- Метчики с левыми стружечными канавками, а также мет- ка в этих материалах работает как зенкер со стружкоотде- ка в этих материалах работает как зенкер со стружкоотде- Для наружней резьбы степень точности выражается с по- Для наружней резьбы степень точности выражается с по- Распределение полей допусков / классов точности Распределение полей допусков / классов точности чики с подточкой выводят стружку в направлении резания чики с подточкой выводят стружку в направлении резания ляющими канавками и рассверливает отверстие под резь- ляющими канавками и рассверливает отверстие под резь- мощью цифр от 3 до 9, для внутренней резьбы от 4 до 8. мощью цифр от 3 до 9, для внутренней резьбы от 4 до 8. или направлении подачи и особенно хорошо пригодны для или направлении подачи и особенно хорошо пригодны для Поле допуска резьбы Поле допуска резьбы бу на номинальный диаметр, вместо нарезания резьбы. бу на номинальный диаметр, вместо нарезания резьбы. 3 - для самого узкого допуска, 9 - для самого широкого до- 3 - для самого узкого допуска, 9 - для самого широкого до- обработки сквозных отверстий. Также и прямые канавки с обработки сквозных отверстий. Также и прямые канавки с Поле допуска для метчика Поле допуска для метчика пуска. пуска. 280 280 удлиненным заборным конусом (форма D) показывают в удлиненным заборным конусом (форма D) показывают в Метчики с прямыми канавками без подточки являются уни- Метчики с прямыми канавками без подточки являются уни- данном случае хорошие результаты. данном случае хорошие результаты. 256 256 версальным инструментом, имеющим недостаток в том, что версальным инструментом, имеющим недостаток в том, что Основные отклонения поля допуска (буквенное обо- Основные отклонения поля допуска (буквенное обо- 240 240 при их применении не достигаются оптимальные результаты при их применении не достигаются оптимальные результаты значение) значение) Для глухих отверстий мы рекомендуем метчики с правыми Для глухих отверстий мы рекомендуем метчики с правыми по отдельным материалам. Необходимо приложить усилия по отдельным материалам. Необходимо приложить усилия 212 212 Основные отклонения допуска обозначаются по ISO для Основные отклонения допуска обозначаются по ISO для 200 200 стружечными канавками или метчики с прямыми канавками стружечными канавками или метчики с прямыми канавками по выбору наиболее подходящего инструмента для выпол- по выбору наиболее подходящего инструмента для выпол- 180 180 внутренней резьбы заглавными буквами от А до Н, для на- внутренней резьбы заглавными буквами от А до Н, для на- с коротким заборным конусом. Инструмент с правыми стру- с коротким заборным конусом. Инструмент с правыми стру- нения соответствующей задачи по металлообработке. нения соответствующей задачи по металлообработке. ружней резьбы - маленькими буквами от а до h. Допуска от ружней резьбы - маленькими буквами от а до h. Допуска от 160 160 7G 7G 154 154 А до G или от а до g имеют положительные или отрицатель- А до G или от а до g имеют положительные или отрицатель- 7GX 7GX 6G 6G 126 126 126 126 ные предельные отклонения. Поля допусков Н и h начина- ные предельные отклонения. Поля допусков Н и h начина- 120 120 112 112 6GX 6GX 7G 7G ются с нулевого отклонения. Для обычных резьб применя- ются с нулевого отклонения. Для обычных резьб применя- Допуск в мкм Допуск в мкм 6H 6H 98 98 98 98 98 98 6HX 6HX 6G 6G ются допуска Н и g; для резьбы с последующей обработкой ются допуска Н и g; для резьбы с последующей обработкой 80 80 70 70 70 70 70 70 поверхности - допуска G и е. поверхности - допуска G и е. 4H 4H 4HX 4HX 6H 6H 42 42 42 42 При изготовлении резьбовых шпилек по ISO в отношении При изготовлении резьбовых шпилек по ISO в отношении 40 40 32 32 4H 4H Сквозное отверстие Сквозное отверстие Глухое отверстие Глухое отверстие позиций допусков от а до g необходимо обратить внимание позиций допусков от а до g необходимо обратить внимание 14 14 на то, что учитываются определенные предельные допуска на то, что учитываются определенные предельные допуска для наружного диаметра (наружний диаметр болта = номи- для наружного диаметра (наружний диаметр болта = номи- с прямыми канавками с прямыми канавками с правыми канавками с правыми канавками нальный диаметр минус допуск). нальный диаметр минус допуск). DIN 802 Часть 1 DIN 802 Часть 1 с подточкой с подточкой DIN EN 22857 DIN EN 22857 Поле допусков Поле допусков (выборка) (выборка) нарезаемой нарезаемой Класс точности Класс точности внутренней резьбы внутренней резьбы Класс точности Класс точности изготовления метчика изготовления метчика резьбы для резьбы для Наименование* Обозначение Наименование* Обозначение метчика метчика Поле допуска (внутренней резьбы)/ Поле допуска (внутренней резьбы)/ Класс 1 ISO 1 4H 5H Класс 1 ISO 1 4H 5H 4H 4H Класс точности (метчика) Класс точности (метчика) с прямыми канавками с прямыми канавками с левыми канавками с левыми канавками 6H 6H с короткой заборной частью с короткой заборной частью Квалитет и положение допуска определяется полем допу- Квалитет и положение допуска определяется полем допу- Класс 2 Класс 2 ISO 2 6H ISO 2 6H ска. Его обозначение состоит из соответствующих цифр и ска. Его обозначение состоит из соответствующих цифр и Класс 3 Класс 3 ISO3 6G ISO3 6G 6G 6G букв. букв. 7G 7G 7G 7G Обозначение допуска метчика соответствует полю допуска Обозначение допуска метчика соответствует полю допуска * Допуски трех классов применения рассчитываются согласно приведен- * Допуски трех классов применения рассчитываются согласно приведен- внутренней резьбы, для которой метчик имеет преимуще- внутренней резьбы, для которой метчик имеет преимуще- ным данным в зависимости от единицы допуска t, величина которого соот- ным данным в зависимости от единицы допуска t, величина которого соот- с прямыми канавками с прямыми канавками ветствует допуску среднего диаметра TD2 с классом точности 5 для резьбы ветствует допуску среднего диаметра TD2 с классом точности 5 для резьбы с длинным заборным конусом с длинным заборным конусом ственное применение. Это не в каждом случае аналогично ственное применение. Это не в каждом случае аналогично гайки (экстрополируется с шагом до 0,2 мм): гайки (экстрополируется с шагом до 0,2 мм): полю допуска обработанной резьбы. полю допуска обработанной резьбы. t = T t = T D D 2 Класс точности 5 резьбы гайки 2 Класс точности 5 резьбы гайки 14