Каталог WSW оправки - страница 160
Навигация
 Каталог EWS запчасти
Каталог EWS запчасти Основной каталог EWS
Основной каталог EWS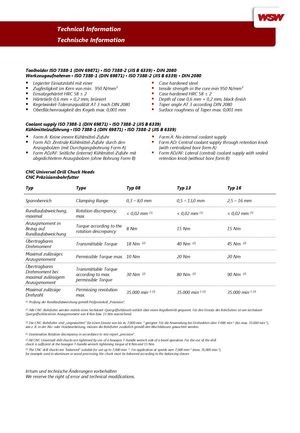
Technical Information Technische Information Toolholder ISO 7388-1 (DIN 69871) ▪ ISO 7388-2 (JIS B 6339) ▪ DIN 2080 Werkzeugaufnahmen ▪ ISO 7388-1 (DIN 69871) ▪ ISO 7388-2 (JIS B 6339) ▪ DIN 2080 Legierter Einsatzstahl mit einer Case hardened steel Zugfestigkeit im Kern von min. 950 N/mm² tensile strength in the core min 950 N/mm² Einsatzgehärtet HRC 58 ± 2 Case hardened HRC 58 ± 2 Härtetiefe 0,6 mm + 0,2 mm, brüniert Depth of case 0,6 mm + 0,2 mm, black-finish Kegelwinkel-Toleranzqualität AT 3 nach DIN 2080 Taper angle AT 3 according DIN 2080 Oberflächenrauigkeit des Kegels max. 0,001 mm Surface roughness of Taper max. 0,001 mm Coolant supply ISO 7388-1 (DIN 69871) ▪ ISO 7388-2 (JIS B 6339) Kühlmittelzuführung ▪ ISO 7388-1 (DIN 69871) ▪ ISO 7388-2 (JIS B 6339) Form A: Keine innere Kühlmittel-Zufuhr Form A: No internal coolant supply Form AD: Zentrale Kühlmittel-Zufuhr durch den Form AD: Central coolant supply through retention knob Anzugsbolzen (mit Durchgangsbohrung Form A) (with centralized bore form A) Form AD/AF: Seitliche (interne) Kühlmittel-Zufuhr mit Form AD/AF: Lateral (central) coolant supply with sealed abgedichtetem Anzugsbolzen (ohne Bohrung Form B) retention knob (without bore form B) CNC Universal Drill Chuck Heads CNC Präzisionsbohrfutter Typ Type Typ 08 Typ 13 Typ 16 Spannbereich Clamping Range 0,3 – 8,0 mm 0,5 – 13,0 mm 2,5 – 16 mm Rundlaufabweichung,maximalRotation discrepancy,max. < 0,02 mm (1) < 0,02 mm (1) < 0,02 mm (1) Anzugsmoment inBezug aufRundlaufabweichungTorque according to therotation descrepancy8 Nm 15 Nm 15 Nm ÜbertragbaresDrehmoment Transmittable Torque 18 Nm (2) 40 Nm (2) 45 Nm (2) Maximal zulässigesAnzugsmomentPermissible Torque max. 10 Nm 20 Nm 20 Nm ÜbertragbaresDrehmoment beimaximal zulässigemAnzugsmomentTransmittable Torqueaccording to max.30 Nm(2)permissible Torque80 Nm(2) 90 Nm (2) Maximal zulässigeDrehzahlPermissing revolutionmax. 35.000 min-1 (3) 35.000 min-1 (3) 35.000 min-1 (3) (1) Prüfung der Rundlaufabweichung gemäß Prüfprotokoll „Präzision“. (2) Alle CNC-Bohrfutter werden mittels eines Sechskant-Quergriffschlüssels seitlich über einen Kegelbetrieb gespannt. Für den Einsatz des Bohrfutters ist am Sechskant- Quergriffschlüssel ein Anzugsmoment von 8 Nm bzw. 15 Nm ausreichend. (3) Die CNC-Bohrfutter sind „ungewuchtet“ für einen Einsatz von bis zu 7.000 min -1 geeignet. Für die Anwendung bei Drehzahlen über 7.000 min-1 (bis max. 35.000 min-1), wie z. B. in der Alu- oder Holzbearbeitung, müssen die Bohrfutter zusätzlich gemäß den Wuchtklassen gewuchtet werden. (1) Examination Rotation discrepancy in accordance to test report „precision“. (2) All CNC Universalt drill chucks are tightened by use of a hexagon T-handle wrench side of a bevel operation. For the use of the drill chuck is sufficient at the hexagon T-handle wrench tightening torque of 8 Nm and 15 Nm. (3) The CNC drill chucks are "balanced" suitable for use up to 7,000 min -1. For application at speeds over 7,000 min-1 (max. 35,000 min-1), for example used in aluminum or wood processing, the chuck must be balanced according to the balancing classes. Irrtum und technische Änderungen vorbehalten We reserve the right of error and technical modifications.