Общий каталог Dormer Pramet 2016 - страница 788
Навигация
 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Каталог оснастка Dormer Pramet 2016
Каталог оснастка Dormer Pramet 2016 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022- КАТАЛОГ / CATALOGUE 2016
- ТОКАРНАЯ ОБРАБОТКА / TURNING
- Резце / Toolholders
- DCLNR/L
- DDJNR/L
- DSBNR/L
- DTGNR/L
- DWLNR/L
- DCLNR/L
- DTFNR/L
- PCBNR/L
- PCKNR/L
- PCLNR/L
- PDJNR/L
- PDNNR/L
- PDXNR/L
- PLBNR/L
- PRDCN
- PRSCR/L
- PRSNR/L
- PSBNR/L
- PSDNN
- PSKNR/L
- PSSNR/L
- PTFNR/L
- PTGNR/L
- PTTNR/L
- PWLNR/L
- PCLNR/L
- PDUNR/L
- PSKNR/L
- PTFNR/L
- PWLNR/L
- KHP-CBNR/L
- KHP-CLNR/L
- KHP-LBNR/L
- KHP-RSCR/L
- KHP-SBNR/L
- KHP-SSNR/L
- KHS-SBCR/L
- DKH
- DKTR/L A
- DKTR/L B
- DKTR/L C
- DKTR/L D
- KTP-LANR/L
- KTP-LFNR/L
- KTP-SANR/L
- KTP-SFNR/L
- KTP-CANR/L
- KTP-CFNR/L
- MTJNR/L
- MVJNR/L
- MWLNR/L
- SCACR/L
- SCBCR/L
- SCDCR
- SCFCR/L
- SCLCR/L
- SDJCR/L
- SDNCN
- SEGCR/L
- SRDCN
- SRDCR/L
- SRSCR/L
- SSBCR/L
- SSDCN
- SSKCR/L
- STFCR/L
- STFCR/L-A
- STJCR/L
- SVACR/L-DC
- SVGCR/L
- SVHB(C)R/L
- SVJB(C)R/L
- SVJCR/L-DC
- SVPB(C)R/L
- SVVB(C)N
- SVXCR/L
- SWLCR/L
- SCFCR/L
- SCKCR/L
- SCLCR/L
- SCLCR/L
- SCXCR/L
- SDQCR/L
- SDUCR/L
- SDUCR/L-E
- SDZCR/L
- SELPR/L
- SELPR/L-E
- SEUCR/L
- SEUPR/L
- SEXPR/L
- SEXPR/L-E
- SSSCR/L
- STFCR/L
- STFCR/L-E
- SVJBR/L
- SVLCR/L
- SVQB(C)R/L
- SVUB(C)R/L
- SVXCR/L
- SVXCR/L-E
- SWLCR/L
- SWUCR/L
- SWUCR/L-E
- CKJNR/L
- PHZ
- PHZ/2
- GFIR/L, GFKR/L
- GFIR/L, GFKR/L
- GFMR/L
- GFIR-L, GFMR-L
- GFIR-L, GFMR-L
- GFIL-R, GFML-R
- GFIL-R, GFML-R
- GFIR-R, GFMR-R
- GFIR-R, GFMR-R
- GFIL-L, GFML-L
- GFIL-L, GFML-L
- GGIR/L – 90°
- GGIR/L – 90°
- GG.R/L
- MS-EN
- MS-EN
- XLCCN
- XLCFN/R/L
- XLCCN
- XLCFN
- XLCFN
- XLCFN
- XLCFR/L
- XLCFR/L
- XLXFL
- DU, D
- SER/L
- SER/L-S
- SIR/L
- SIR/L-S
- Пластины / Inserts
- C
- CCGT
- CCMT
- CCMW
- CNGG
- CNMA
- CNMG
- CNMM
- CNMX
- D
- DCGT
- DCMT
- DCMW
- DNMA
- DNMG
- DNMM
- E
- ECMT
- EPMT
- K
- KNUX
- L
- LNUX 40, 50; LNMX 50
- LNUX 19, 30; LNMX 19, 30
- R
- RCGT
- RCMH
- RCMT
- RCMW
- RCMX
- RCUM
- RNMG
- S
- SCGT
- SCMT
- SCMW
- SNMA
- SNMG
- SNMM
- SNMX
- SNMX 25
- SPMR
- SPUN
- T
- TCGT
- TCMT
- TCMW
- TNMA
- TNMG
- TNMM
- TPMR
- TPUN
- V
- VBMT
- VCGT
- VCGX
- VCMT
- VCGW, VCMW
- VNMG
- W
- WCGT
- WCMT
- WNMA
- WNMG
- WNMM
- Керамические / Ceramics
- C
- CNGA
- CNGN
- CNGX
- D
- DNGA
- DNGN
- R
- RCGX
- RNGN
- S
- SNGA
- SNGN
- SNGX
- SPGN
- T
- TNGA
- TNGN
- TPGN
- V
- VNGA
- W
- WNGA
- КНБ / CBN
- C
- CCGW
- CNGA
- D
- DCGW
- DNGA
- T
- TCGW
- TNGA
- V
- VBGW
- VNGA
- W
- WNGA
- ПКА / PCD
- C
- CPGW
- D
- DCGW
- DCMW
- W
- VCMW
- Канавка-Отрезка / Grooving-Parting
- L
- LCMF 13
- LCMF 16
- LCMF 20
- LCMR 13
- LCMR 16
- LFMX
- LFUX
- TN
- TN ..ER/L ...ZZ DIN 471 VNĚJŠÍ
- TN ..ER/L ...ZZ DIN 472 VNITŘNÍ
- TN ..ER/L-R VNĚJŠÍ
- TN ..NR/L-R VNIŘTNÍ
- Нарезание резьбы / Threading
- METRICKÝ 60° ISO 965/1–1980 PLNÝ PROFIL
- METRICKÝ 60° ISO 965/1–1980 PLNÝ PROFIL VNITŘNÍ
- METRICKÝ 60° ČÁSTEČNÝ PROFIL VNĚJŠÍ
- METRICKÝ 60° ČÁSTEČNÝ PROFIL VNITŘNÍ
- METRICKÝ 60° – S ČÁSTEČNÝ PROFIL VNĚJŠÍ
- METRICKÝ 60° – S ČÁSTEČNÝ PROFIL VNITŘNÍ
- WHITWORTH 55° ISO 228–1982 PLNÝ PROFIL VNĚJŠÍ
- WHITWORTH 55° ISO 228–1982 PLNÝ PROFIL VNITŘNÍ
- WHITWORTH 55° ISO 228–1982 ČÁSTEČNÝ PROFIL VNĚJŠÍ
- WHITWORTH 55° ISO 228–1982 ČÁSTEČNÝ PROFIL VNITŘNÍ
- RD 30° DIN 405–1981 PLNÝ PROFIL VNĚJŠÍ
- RD 30° DIN 405–1981 PLNÝ PROFIL VNITŘNÍ
- API PLNÝ PROFIL VNĚJŠÍ
- API PLNÝ PROFIL VNITŘNÍ
- TRAPÉZ 30° DIN 103–1977, ISO 2901/3–1977 PLNÝ PROFIL VNĚJŠÍ
- TRAPÉZ 30°DIN 103–1977, ISO 2901/3–1977 PLNÝ PROFIL VNITŘNÍ
- TRAPÉZ 30° S PLNÝ PROFI VNĚJŠÍ
- TRAPÉZ 30° S PLNÝ PROFIL VNITŘNÍ
- AMERICKÝ 60° SO 5864–1978, ANSI B1.1–1983 PLNÝ PROFIL VNĚJŠÍ
- AMERICKÝ 60° ISO 5864–1978, ANSI B1.1–1983 PLNÝ PROFIL VNITŘNÍ
- ACME 29° ANSI B1,5–1988 PLNÝ PROFIL VNĚJŠÍ
- ACME 29° ANSI B1,5–1988 PLNÝ PROFIL VNITŘNÍ
- BSP TISO 228/1 35 21 1959, ISO 7/1 PLNÝ PROFIL VNĚJŠÍ
- BSP TISO 228/1 35 21 1959, ISO 7/1PLNÝ PROFIL VNITŘNÍ
- NPT ANSI B1.1–1983 PLNÝ PROFIL VNĚJŠÍ
- NPT ANSI B1.1–1983PLNÝ PROFIL / FULL PROFILEVNITŘNÍ
- Техническая часть / Technical information
- ФРЕЗЕРОВАНИЕ / MILLING
- Фрезы / Cutters
- SHN06
- S45HN06
- S45HN09
- S45OD05D
- S45OD06D
- S45OE06Z
- SSE09
- S45SE09F
- S45SN12Z
- S57PN13
- C60HN09
- S60LN15C
- F60SB22X
- F60SB22X
- W60SP25P
- CSC
- C90SC
- SAD07D
- SAD11E
- S90AD11E
- SAD16E
- S90AD16E
- CAD15
- C90AD15
- SAP10D
- S90AP10D
- SAP16D
- S90AP16D
- SLN12
- S90LN12
- S90LN16
- S90LN16
- SSO09
- S90SO09
- S90SD12
- F90TB27X
- W90SP25P
- W90XO12
- J-SAD11E
- T-S90AD11E
- J-SAD16E
- T-S90AD16E
- J-CSD12X
- C90SD12X
- SLSN
- SSAP
- SSAP-A
- 2416-E
- S90SN
- S90SN-R
- S90CN(XN)
- S90CN(XN)-R
- SMORC
- B-SRD
- SCRD
- SCMORD
- SPD09
- S19PD09-C
- SZD
- SMOZD
- L2-SZP
- K3-CXP
- SRC-A
- K2-SRC
- K2-SLC
- SVC22C
- S90VC22C
- SSD09
- N-SSO09
- 2516
- 2636
- SxxXP
- SCC
- Пластины / Inserts
- A
- ADEW 12
- ADEX-FA
- ADEX 16-FM
- ADEX-HF
- ADKT 15
- ADKX 15
- ADMX 07
- ADMX 11
- ADMX 16
- APET 15
- APET 16-FA
- APEW 15
- APKT 10-FA
- APKT 10-M
- APKT 16
- C
- CCMX-TS1
- CNHQ 10
- CNM
- H
- HNEF 09
- HNGX 06
- HNGX 09
- HNMF 09
- L
- LC12-CH
- LC12-KP (KPF)
- LC12-RE
- LC12-RI
- LNET 16
- LNEX
- LNGU 12
- LNGU 16
- LNGX 12
- LNMU 16
- O
- ODEW 06
- ODMT
- ODMX 06
- OEHT 06
- OFKR 07-M
- P
- PDKT 09-FM
- PDKX 09-FM
- PDMW 09
- PDMX 09
- PNMQ 13
- PNMU 13-M
- R
- RC(F)
- RCMT
- RDET
- RDEW
- RDEX-12
- RDGT
- REHT 16
- RPET 12
- RPET 15-M
- RPEW 12
- RPEW 15
- RPEX-12
- S
- SBKX 22
- SBMR 22
- SCKR-F
- SDEW 09
- SDEX 09-74
- SDGX 12-FM
- SDMT 12
- SDMX 12-M
- SEEN
- SEER
- SEET 09
- SEET 12
- SEET 12-FA
- SEET 12-PM
- SEEW 12
- SEMT 09
- SFCN 12
- SNET
- SNGX 13
- SNHF-M
- SNHN
- SNHQ AZ
- SNHQ 12 TRL
- SNKT 12-M
- SNKX
- SNMT 12
- SNUN
- SOMT 09
- SPET 12 AD
- SPET 12 S
- SPEW 12 AD
- SPGN
- SPGN 25 DZSR
- SPKN EDE
- SPKN EDS
- SPKR
- SPKX
- SPUN
- SPUN S
- T
- TBMR 27
- TCMT 16-FM
- TNJF 12
- TPCN 16
- TPKN ER
- TPKN SR
- TPKR
- TPUN
- V
- VCGT 22-FA
- X
- XDHW
- XEHT 06
- XNGX
- XNHQ
- XOEN 12
- XOEN 12 NH
- XP-FM
- XPHT 16
- Z
- ZDCW
- ZDEW 12
- ZP
- Техническая часть / Technical information
- ОБРАБОТКА ОТ ВЕРСТИЙ / HOLE-MAKING
- Сверление / Drilling
- Цельные твердосплавные свёрла / Solid drills
- 303DS
- 303DS
- 303DS
- 303DS
- 303DA
- 303DA
- 303DA
- 303DA
- 303DA-M
- 303DA-M
- 303DA-M
- 303DA-M
- 305DA
- 305DA
- 305DA
- 305DA
- 305DA-M
- 305DA-M
- 305DA-M
- 305DA-M
- 308FA
- 308FA
- 308FA
- 303TA
- 303TA
- 301CS P90
- Сверла с механическим креплением пластин / Indexable drills
- 802D
- 803D
- 804D
- 805D
- EP
- Пластины / Inserts
- SCET
- XPET
- WCMT
- WCMX
- Техническая часть / Technical information
- Растачивание / Boring
- Головки / Heads
- Черновaя обработкa / Roughing
- D75
- D75-C
- D75-BB
- D90
- D90-C
- D90-BB
- Чистовaя обработка / Finishing
- A75
- A75-C
- A75-BB
- A90
- A90-C
- A90-BB
- Микро / Micro
- MIKRO HLAVA / MICRO HEAD
- Расточные оправки / Boring bars
- ОПРАВКИ / BARS
- ОПРАВКИ / BARS A 042
- Картриджи / Cartridges
- КАРТРИДЖИ / CARTRIDGES
- Фасок головы / Chamfering heads
- Базовые держатели / Arbors
- DIN 69871
- MAS BT
- HSK
- DIN 2080
- MORSE
- DIN 1835 - WELDON
- УДЛИНИТЕЛИ / EXTENSIONS
- ПЕРЕХОДНИКИ / REDUCERS
- АДАПТЕРИ / ADAPTOR
- Расточные комплекты / Boring kits
- BS 54 KIT RC 8-100
- BS 54 KIT RC 8-170
- BS 54 KIT RC 8-210
- BS 54 KIT TC 8-043
- BS 54 KIT TC 8-100
- BS 54 KIT TC 8-170
- BS 54 KIT TC 8-210
- Техническая часть / Technical information
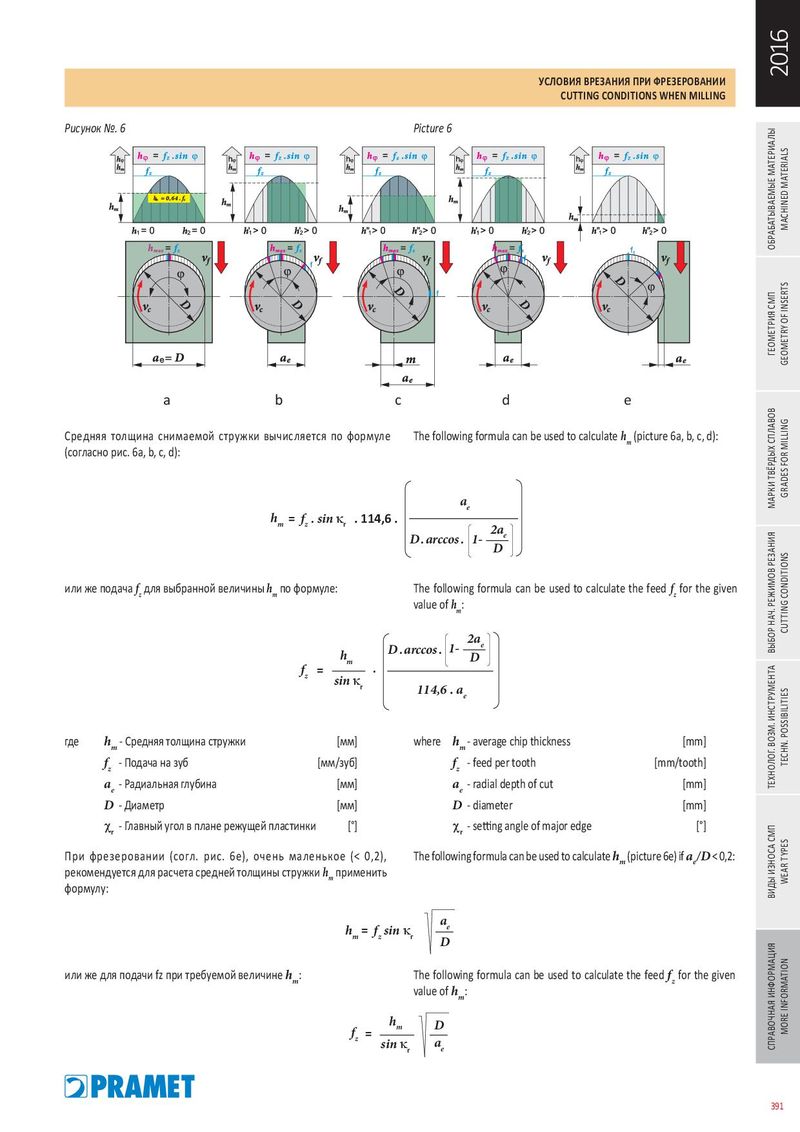
2016 УСЛОВИЯ ВРЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ CUTTING CONDITIONS WHEN MILLING Рисунок №. 6 Picture 6 MACHINED MATERIALS ОБРАБАТЫВАЕМЫЕ МАТЕРИА ЛЫ ГЕОМЕТРИЯ СМП GEOMETRY OF INSERTS a b c d e Средняя толщина снимаемой стружки вычисляется по формуле The following formula can be used to calculate h (picture 6a, b, c, d): m (согласно рис. 6a, b, c, d): GR ADES FOR MILLING a e МАРКИ ТВЁРДЫХ СПЛАВОВ h = f . sin k . 114,6 . m z r 2a e D . arccos . 1- D или же подача f для выбранной величины h по формуле: The following formula can be used to calculate the feed f for the given z m z value of h : m CUT TING CONDITIONS 2a e D . arccos . 1- ВЫБОР НАЧ. РЕЖИМОВ РЕЗАНИЯ h m D f = . z sin k r 114,6 . a e где h - Средняя толщина стружки [мм] where h - average chip thickness [mm] m m f - Подача на зуб [мм/зуб] f - feed per tooth [mm/tooth] TECHN. POSSIBILITIES z z a - Радиальная глубина [мм] a - radial depth of cut [mm] e e ТЕХНОЛОГ. ВОЗМ. ИНСТРУМЕНТА D - Диаметр [мм] D - diameter [mm] c - Главный угол в плане режущей пластинки [°] c - setting angle of major edge [°] r r При фрезеровании (согл. рис. 6e), очень маленькое (< 0,2), The following formula can be used to calculate h (picture 6e) if a /D < 0,2: m e рекомендуется для расчета средней толщины стружки h применить m WEAR T YPES формулу: ВИДЫ ИЗНОС А СМП a e h = m f sin k z r D или же для подачи fz при требуемой величине h : The following formula can be used to calculate the feed f for the given m z value of h : m h m D f MORE INFORMATION z = sin k a r e СПРАВОЧНАЯ ИНФОРМАЦИЯ 391