Общий каталог Dormer Pramet 2016 - страница 785
Навигация
 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Каталог оснастка Dormer Pramet 2016
Каталог оснастка Dormer Pramet 2016 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022- КАТАЛОГ / CATALOGUE 2016
- ТОКАРНАЯ ОБРАБОТКА / TURNING
- Резце / Toolholders
- DCLNR/L
- DDJNR/L
- DSBNR/L
- DTGNR/L
- DWLNR/L
- DCLNR/L
- DTFNR/L
- PCBNR/L
- PCKNR/L
- PCLNR/L
- PDJNR/L
- PDNNR/L
- PDXNR/L
- PLBNR/L
- PRDCN
- PRSCR/L
- PRSNR/L
- PSBNR/L
- PSDNN
- PSKNR/L
- PSSNR/L
- PTFNR/L
- PTGNR/L
- PTTNR/L
- PWLNR/L
- PCLNR/L
- PDUNR/L
- PSKNR/L
- PTFNR/L
- PWLNR/L
- KHP-CBNR/L
- KHP-CLNR/L
- KHP-LBNR/L
- KHP-RSCR/L
- KHP-SBNR/L
- KHP-SSNR/L
- KHS-SBCR/L
- DKH
- DKTR/L A
- DKTR/L B
- DKTR/L C
- DKTR/L D
- KTP-LANR/L
- KTP-LFNR/L
- KTP-SANR/L
- KTP-SFNR/L
- KTP-CANR/L
- KTP-CFNR/L
- MTJNR/L
- MVJNR/L
- MWLNR/L
- SCACR/L
- SCBCR/L
- SCDCR
- SCFCR/L
- SCLCR/L
- SDJCR/L
- SDNCN
- SEGCR/L
- SRDCN
- SRDCR/L
- SRSCR/L
- SSBCR/L
- SSDCN
- SSKCR/L
- STFCR/L
- STFCR/L-A
- STJCR/L
- SVACR/L-DC
- SVGCR/L
- SVHB(C)R/L
- SVJB(C)R/L
- SVJCR/L-DC
- SVPB(C)R/L
- SVVB(C)N
- SVXCR/L
- SWLCR/L
- SCFCR/L
- SCKCR/L
- SCLCR/L
- SCLCR/L
- SCXCR/L
- SDQCR/L
- SDUCR/L
- SDUCR/L-E
- SDZCR/L
- SELPR/L
- SELPR/L-E
- SEUCR/L
- SEUPR/L
- SEXPR/L
- SEXPR/L-E
- SSSCR/L
- STFCR/L
- STFCR/L-E
- SVJBR/L
- SVLCR/L
- SVQB(C)R/L
- SVUB(C)R/L
- SVXCR/L
- SVXCR/L-E
- SWLCR/L
- SWUCR/L
- SWUCR/L-E
- CKJNR/L
- PHZ
- PHZ/2
- GFIR/L, GFKR/L
- GFIR/L, GFKR/L
- GFMR/L
- GFIR-L, GFMR-L
- GFIR-L, GFMR-L
- GFIL-R, GFML-R
- GFIL-R, GFML-R
- GFIR-R, GFMR-R
- GFIR-R, GFMR-R
- GFIL-L, GFML-L
- GFIL-L, GFML-L
- GGIR/L – 90°
- GGIR/L – 90°
- GG.R/L
- MS-EN
- MS-EN
- XLCCN
- XLCFN/R/L
- XLCCN
- XLCFN
- XLCFN
- XLCFN
- XLCFR/L
- XLCFR/L
- XLXFL
- DU, D
- SER/L
- SER/L-S
- SIR/L
- SIR/L-S
- Пластины / Inserts
- C
- CCGT
- CCMT
- CCMW
- CNGG
- CNMA
- CNMG
- CNMM
- CNMX
- D
- DCGT
- DCMT
- DCMW
- DNMA
- DNMG
- DNMM
- E
- ECMT
- EPMT
- K
- KNUX
- L
- LNUX 40, 50; LNMX 50
- LNUX 19, 30; LNMX 19, 30
- R
- RCGT
- RCMH
- RCMT
- RCMW
- RCMX
- RCUM
- RNMG
- S
- SCGT
- SCMT
- SCMW
- SNMA
- SNMG
- SNMM
- SNMX
- SNMX 25
- SPMR
- SPUN
- T
- TCGT
- TCMT
- TCMW
- TNMA
- TNMG
- TNMM
- TPMR
- TPUN
- V
- VBMT
- VCGT
- VCGX
- VCMT
- VCGW, VCMW
- VNMG
- W
- WCGT
- WCMT
- WNMA
- WNMG
- WNMM
- Керамические / Ceramics
- C
- CNGA
- CNGN
- CNGX
- D
- DNGA
- DNGN
- R
- RCGX
- RNGN
- S
- SNGA
- SNGN
- SNGX
- SPGN
- T
- TNGA
- TNGN
- TPGN
- V
- VNGA
- W
- WNGA
- КНБ / CBN
- C
- CCGW
- CNGA
- D
- DCGW
- DNGA
- T
- TCGW
- TNGA
- V
- VBGW
- VNGA
- W
- WNGA
- ПКА / PCD
- C
- CPGW
- D
- DCGW
- DCMW
- W
- VCMW
- Канавка-Отрезка / Grooving-Parting
- L
- LCMF 13
- LCMF 16
- LCMF 20
- LCMR 13
- LCMR 16
- LFMX
- LFUX
- TN
- TN ..ER/L ...ZZ DIN 471 VNĚJŠÍ
- TN ..ER/L ...ZZ DIN 472 VNITŘNÍ
- TN ..ER/L-R VNĚJŠÍ
- TN ..NR/L-R VNIŘTNÍ
- Нарезание резьбы / Threading
- METRICKÝ 60° ISO 965/1–1980 PLNÝ PROFIL
- METRICKÝ 60° ISO 965/1–1980 PLNÝ PROFIL VNITŘNÍ
- METRICKÝ 60° ČÁSTEČNÝ PROFIL VNĚJŠÍ
- METRICKÝ 60° ČÁSTEČNÝ PROFIL VNITŘNÍ
- METRICKÝ 60° – S ČÁSTEČNÝ PROFIL VNĚJŠÍ
- METRICKÝ 60° – S ČÁSTEČNÝ PROFIL VNITŘNÍ
- WHITWORTH 55° ISO 228–1982 PLNÝ PROFIL VNĚJŠÍ
- WHITWORTH 55° ISO 228–1982 PLNÝ PROFIL VNITŘNÍ
- WHITWORTH 55° ISO 228–1982 ČÁSTEČNÝ PROFIL VNĚJŠÍ
- WHITWORTH 55° ISO 228–1982 ČÁSTEČNÝ PROFIL VNITŘNÍ
- RD 30° DIN 405–1981 PLNÝ PROFIL VNĚJŠÍ
- RD 30° DIN 405–1981 PLNÝ PROFIL VNITŘNÍ
- API PLNÝ PROFIL VNĚJŠÍ
- API PLNÝ PROFIL VNITŘNÍ
- TRAPÉZ 30° DIN 103–1977, ISO 2901/3–1977 PLNÝ PROFIL VNĚJŠÍ
- TRAPÉZ 30°DIN 103–1977, ISO 2901/3–1977 PLNÝ PROFIL VNITŘNÍ
- TRAPÉZ 30° S PLNÝ PROFI VNĚJŠÍ
- TRAPÉZ 30° S PLNÝ PROFIL VNITŘNÍ
- AMERICKÝ 60° SO 5864–1978, ANSI B1.1–1983 PLNÝ PROFIL VNĚJŠÍ
- AMERICKÝ 60° ISO 5864–1978, ANSI B1.1–1983 PLNÝ PROFIL VNITŘNÍ
- ACME 29° ANSI B1,5–1988 PLNÝ PROFIL VNĚJŠÍ
- ACME 29° ANSI B1,5–1988 PLNÝ PROFIL VNITŘNÍ
- BSP TISO 228/1 35 21 1959, ISO 7/1 PLNÝ PROFIL VNĚJŠÍ
- BSP TISO 228/1 35 21 1959, ISO 7/1PLNÝ PROFIL VNITŘNÍ
- NPT ANSI B1.1–1983 PLNÝ PROFIL VNĚJŠÍ
- NPT ANSI B1.1–1983PLNÝ PROFIL / FULL PROFILEVNITŘNÍ
- Техническая часть / Technical information
- ФРЕЗЕРОВАНИЕ / MILLING
- Фрезы / Cutters
- SHN06
- S45HN06
- S45HN09
- S45OD05D
- S45OD06D
- S45OE06Z
- SSE09
- S45SE09F
- S45SN12Z
- S57PN13
- C60HN09
- S60LN15C
- F60SB22X
- F60SB22X
- W60SP25P
- CSC
- C90SC
- SAD07D
- SAD11E
- S90AD11E
- SAD16E
- S90AD16E
- CAD15
- C90AD15
- SAP10D
- S90AP10D
- SAP16D
- S90AP16D
- SLN12
- S90LN12
- S90LN16
- S90LN16
- SSO09
- S90SO09
- S90SD12
- F90TB27X
- W90SP25P
- W90XO12
- J-SAD11E
- T-S90AD11E
- J-SAD16E
- T-S90AD16E
- J-CSD12X
- C90SD12X
- SLSN
- SSAP
- SSAP-A
- 2416-E
- S90SN
- S90SN-R
- S90CN(XN)
- S90CN(XN)-R
- SMORC
- B-SRD
- SCRD
- SCMORD
- SPD09
- S19PD09-C
- SZD
- SMOZD
- L2-SZP
- K3-CXP
- SRC-A
- K2-SRC
- K2-SLC
- SVC22C
- S90VC22C
- SSD09
- N-SSO09
- 2516
- 2636
- SxxXP
- SCC
- Пластины / Inserts
- A
- ADEW 12
- ADEX-FA
- ADEX 16-FM
- ADEX-HF
- ADKT 15
- ADKX 15
- ADMX 07
- ADMX 11
- ADMX 16
- APET 15
- APET 16-FA
- APEW 15
- APKT 10-FA
- APKT 10-M
- APKT 16
- C
- CCMX-TS1
- CNHQ 10
- CNM
- H
- HNEF 09
- HNGX 06
- HNGX 09
- HNMF 09
- L
- LC12-CH
- LC12-KP (KPF)
- LC12-RE
- LC12-RI
- LNET 16
- LNEX
- LNGU 12
- LNGU 16
- LNGX 12
- LNMU 16
- O
- ODEW 06
- ODMT
- ODMX 06
- OEHT 06
- OFKR 07-M
- P
- PDKT 09-FM
- PDKX 09-FM
- PDMW 09
- PDMX 09
- PNMQ 13
- PNMU 13-M
- R
- RC(F)
- RCMT
- RDET
- RDEW
- RDEX-12
- RDGT
- REHT 16
- RPET 12
- RPET 15-M
- RPEW 12
- RPEW 15
- RPEX-12
- S
- SBKX 22
- SBMR 22
- SCKR-F
- SDEW 09
- SDEX 09-74
- SDGX 12-FM
- SDMT 12
- SDMX 12-M
- SEEN
- SEER
- SEET 09
- SEET 12
- SEET 12-FA
- SEET 12-PM
- SEEW 12
- SEMT 09
- SFCN 12
- SNET
- SNGX 13
- SNHF-M
- SNHN
- SNHQ AZ
- SNHQ 12 TRL
- SNKT 12-M
- SNKX
- SNMT 12
- SNUN
- SOMT 09
- SPET 12 AD
- SPET 12 S
- SPEW 12 AD
- SPGN
- SPGN 25 DZSR
- SPKN EDE
- SPKN EDS
- SPKR
- SPKX
- SPUN
- SPUN S
- T
- TBMR 27
- TCMT 16-FM
- TNJF 12
- TPCN 16
- TPKN ER
- TPKN SR
- TPKR
- TPUN
- V
- VCGT 22-FA
- X
- XDHW
- XEHT 06
- XNGX
- XNHQ
- XOEN 12
- XOEN 12 NH
- XP-FM
- XPHT 16
- Z
- ZDCW
- ZDEW 12
- ZP
- Техническая часть / Technical information
- ОБРАБОТКА ОТ ВЕРСТИЙ / HOLE-MAKING
- Сверление / Drilling
- Цельные твердосплавные свёрла / Solid drills
- 303DS
- 303DS
- 303DS
- 303DS
- 303DA
- 303DA
- 303DA
- 303DA
- 303DA-M
- 303DA-M
- 303DA-M
- 303DA-M
- 305DA
- 305DA
- 305DA
- 305DA
- 305DA-M
- 305DA-M
- 305DA-M
- 305DA-M
- 308FA
- 308FA
- 308FA
- 303TA
- 303TA
- 301CS P90
- Сверла с механическим креплением пластин / Indexable drills
- 802D
- 803D
- 804D
- 805D
- EP
- Пластины / Inserts
- SCET
- XPET
- WCMT
- WCMX
- Техническая часть / Technical information
- Растачивание / Boring
- Головки / Heads
- Черновaя обработкa / Roughing
- D75
- D75-C
- D75-BB
- D90
- D90-C
- D90-BB
- Чистовaя обработка / Finishing
- A75
- A75-C
- A75-BB
- A90
- A90-C
- A90-BB
- Микро / Micro
- MIKRO HLAVA / MICRO HEAD
- Расточные оправки / Boring bars
- ОПРАВКИ / BARS
- ОПРАВКИ / BARS A 042
- Картриджи / Cartridges
- КАРТРИДЖИ / CARTRIDGES
- Фасок головы / Chamfering heads
- Базовые держатели / Arbors
- DIN 69871
- MAS BT
- HSK
- DIN 2080
- MORSE
- DIN 1835 - WELDON
- УДЛИНИТЕЛИ / EXTENSIONS
- ПЕРЕХОДНИКИ / REDUCERS
- АДАПТЕРИ / ADAPTOR
- Расточные комплекты / Boring kits
- BS 54 KIT RC 8-100
- BS 54 KIT RC 8-170
- BS 54 KIT RC 8-210
- BS 54 KIT TC 8-043
- BS 54 KIT TC 8-100
- BS 54 KIT TC 8-170
- BS 54 KIT TC 8-210
- Техническая часть / Technical information
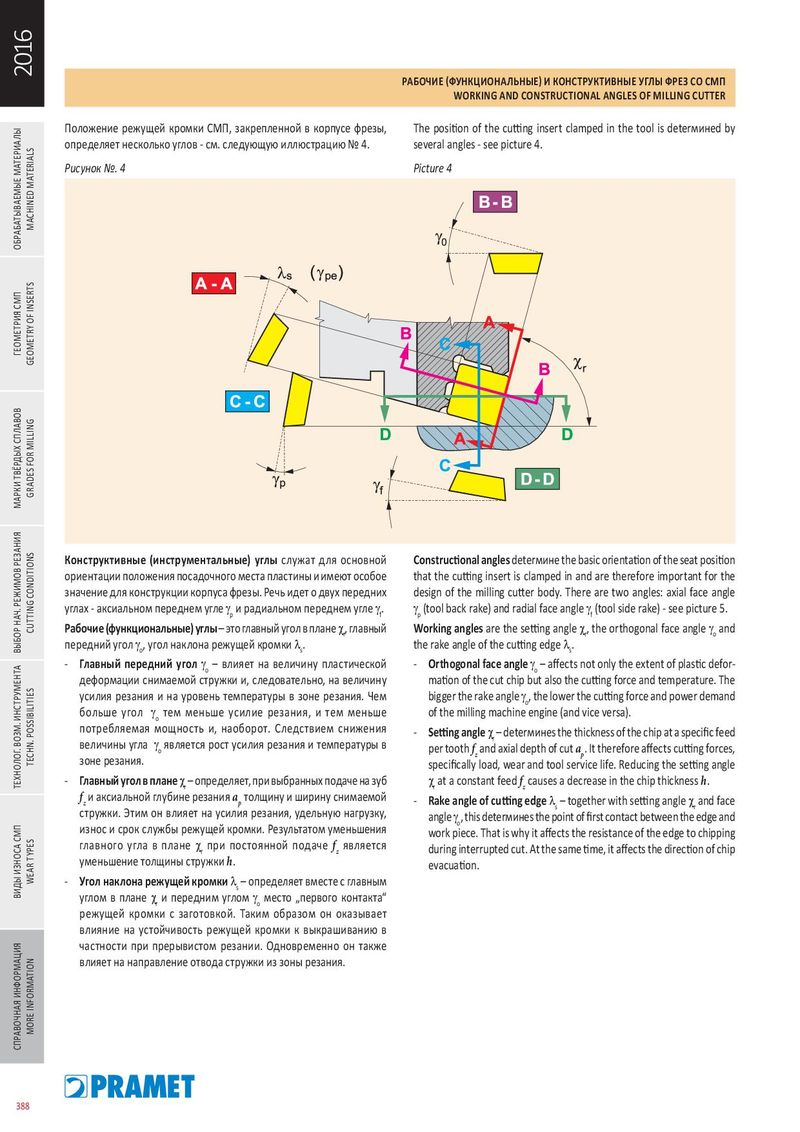
2016 РАБОЧИЕ (ФУНКЦИОНАЛЬНЫЕ) И КОНСТРУКТИВНЫЕ УГЛЫ ФРЕЗ СО СМП WORKING AND CONSTRUCTIONAL ANGLES OF MILLING CUTTER Положение режущей кромки СМП, закрепленной в корпусе фрезы, The position of the cutting insert clamped in the tool is deterминed by определяет несколько углов - см. следующую иллюстрацию № 4. several angles - see picture 4. Рисунок №. 4 Picture 4 MACHINED MATERIALS ОБРАБАТЫВАЕМЫЕ МАТЕРИА ЛЫ ГЕОМЕТРИЯ СМП GEOMETRY OF INSERTS GR ADES FOR MILLING МАРКИ ТВЁРДЫХ СПЛАВОВ Конструктивные (инструментальные) углы служат для основной Constructional angles deterминe the basic orientation of the seat position ориентации положения посадочного места пластины и имеют особое that the cutting insert is clamped in and are therefore important for the значение для конструкции корпуса фрезы. Речь идет о двух передних design of the milling cutter body. There are two angles: axial face angle углах - аксиальном переднем угле g и радиальном переднем угле g . g (tool back rake) and radial face angle g (tool side rake) - see picture 5. p f p f CUT TING CONDITIONS Рабочие (функциональные) углы – это главный угол в плане c , главный Working angles are the setting angle c , the orthogonal face angle g and r r o передний угол g , угол наклона режущей кромки l . the rake angle of the cutting edge l . ВЫБОР НАЧ. РЕЖИМОВ РЕЗАНИЯ o s s - Главный передний угол g – влияет на величину пластической - Orthogonal face angle g – affects not only the extent of plastic defor- o o деформации снимаемой стружки и, следовательно, на величину mation of the cut chip but also the cutting force and temperature. The усилия резания и на уровень температуры в зоне резания. Чем bigger the rake angle g , the lower the cutting force and power demand o больше угол g тем меньше усилие резания, и тем меньше of the milling machine engine (and vice versa). o потребляемая мощность и, наоборот. Следствием снижения - Setting angle c – deterминes the thickness of the chip at a specific feed r величины угла g является рост усилия резания и температуры в o per tooth f and axial depth of cut a . It therefore affects cutting forces, z p TECHN. POSSIBILITIES зоне резания. specifically load, wear and tool service life. Reducing the setting angle ТЕХНОЛОГ. ВОЗМ. ИНСТРУМЕНТА - Главный угол в плане c – определяет, при выбранных подаче на зуб c at a constant feed f causes a decrease in the chip thickness h. r r z f и аксиальной глубине резания a толщину и ширину снимаемой z p - Rake angle of cutting edge l – together with setting angle c and face s r стружки. Этим он влияет на усилия резания, удельную нагрузку, angle g , this deterминes the point of first contact between the edge and o износ и срок службы режущей кромки. Результатом уменьшения work piece. That is why it affects the resistance of the edge to chipping главного угла в плане c при постоянной подаче f является r z during interrupted cut. At the same time, it affects the direction of chip уменьшение толщины стружки h. evacuation. WEAR T YPES - Угол наклона режущей кромки l – определяет вместе с главным s ВИДЫ ИЗНОС А СМП углом в плане c и передним углом g место „первого контакта“ r o режущей кромки с заготовкой. Таким образом он оказывает влияние на устойчивость режущей кромки к выкрашиванию в частности при прерывистом резании. Одновременно он также влияет на направление отвода стружки из зоны резания. MORE INFORMATION СПРАВОЧНАЯ ИНФОРМАЦИЯ 388