Общий каталог Dormer Pramet 2016 - страница 388
Навигация
 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Каталог оснастка Dormer Pramet 2016
Каталог оснастка Dormer Pramet 2016 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022- КАТАЛОГ / CATALOGUE 2016
- ТОКАРНАЯ ОБРАБОТКА / TURNING
- Резце / Toolholders
- DCLNR/L
- DDJNR/L
- DSBNR/L
- DTGNR/L
- DWLNR/L
- DCLNR/L
- DTFNR/L
- PCBNR/L
- PCKNR/L
- PCLNR/L
- PDJNR/L
- PDNNR/L
- PDXNR/L
- PLBNR/L
- PRDCN
- PRSCR/L
- PRSNR/L
- PSBNR/L
- PSDNN
- PSKNR/L
- PSSNR/L
- PTFNR/L
- PTGNR/L
- PTTNR/L
- PWLNR/L
- PCLNR/L
- PDUNR/L
- PSKNR/L
- PTFNR/L
- PWLNR/L
- KHP-CBNR/L
- KHP-CLNR/L
- KHP-LBNR/L
- KHP-RSCR/L
- KHP-SBNR/L
- KHP-SSNR/L
- KHS-SBCR/L
- DKH
- DKTR/L A
- DKTR/L B
- DKTR/L C
- DKTR/L D
- KTP-LANR/L
- KTP-LFNR/L
- KTP-SANR/L
- KTP-SFNR/L
- KTP-CANR/L
- KTP-CFNR/L
- MTJNR/L
- MVJNR/L
- MWLNR/L
- SCACR/L
- SCBCR/L
- SCDCR
- SCFCR/L
- SCLCR/L
- SDJCR/L
- SDNCN
- SEGCR/L
- SRDCN
- SRDCR/L
- SRSCR/L
- SSBCR/L
- SSDCN
- SSKCR/L
- STFCR/L
- STFCR/L-A
- STJCR/L
- SVACR/L-DC
- SVGCR/L
- SVHB(C)R/L
- SVJB(C)R/L
- SVJCR/L-DC
- SVPB(C)R/L
- SVVB(C)N
- SVXCR/L
- SWLCR/L
- SCFCR/L
- SCKCR/L
- SCLCR/L
- SCLCR/L
- SCXCR/L
- SDQCR/L
- SDUCR/L
- SDUCR/L-E
- SDZCR/L
- SELPR/L
- SELPR/L-E
- SEUCR/L
- SEUPR/L
- SEXPR/L
- SEXPR/L-E
- SSSCR/L
- STFCR/L
- STFCR/L-E
- SVJBR/L
- SVLCR/L
- SVQB(C)R/L
- SVUB(C)R/L
- SVXCR/L
- SVXCR/L-E
- SWLCR/L
- SWUCR/L
- SWUCR/L-E
- CKJNR/L
- PHZ
- PHZ/2
- GFIR/L, GFKR/L
- GFIR/L, GFKR/L
- GFMR/L
- GFIR-L, GFMR-L
- GFIR-L, GFMR-L
- GFIL-R, GFML-R
- GFIL-R, GFML-R
- GFIR-R, GFMR-R
- GFIR-R, GFMR-R
- GFIL-L, GFML-L
- GFIL-L, GFML-L
- GGIR/L – 90°
- GGIR/L – 90°
- GG.R/L
- MS-EN
- MS-EN
- XLCCN
- XLCFN/R/L
- XLCCN
- XLCFN
- XLCFN
- XLCFN
- XLCFR/L
- XLCFR/L
- XLXFL
- DU, D
- SER/L
- SER/L-S
- SIR/L
- SIR/L-S
- Пластины / Inserts
- C
- CCGT
- CCMT
- CCMW
- CNGG
- CNMA
- CNMG
- CNMM
- CNMX
- D
- DCGT
- DCMT
- DCMW
- DNMA
- DNMG
- DNMM
- E
- ECMT
- EPMT
- K
- KNUX
- L
- LNUX 40, 50; LNMX 50
- LNUX 19, 30; LNMX 19, 30
- R
- RCGT
- RCMH
- RCMT
- RCMW
- RCMX
- RCUM
- RNMG
- S
- SCGT
- SCMT
- SCMW
- SNMA
- SNMG
- SNMM
- SNMX
- SNMX 25
- SPMR
- SPUN
- T
- TCGT
- TCMT
- TCMW
- TNMA
- TNMG
- TNMM
- TPMR
- TPUN
- V
- VBMT
- VCGT
- VCGX
- VCMT
- VCGW, VCMW
- VNMG
- W
- WCGT
- WCMT
- WNMA
- WNMG
- WNMM
- Керамические / Ceramics
- C
- CNGA
- CNGN
- CNGX
- D
- DNGA
- DNGN
- R
- RCGX
- RNGN
- S
- SNGA
- SNGN
- SNGX
- SPGN
- T
- TNGA
- TNGN
- TPGN
- V
- VNGA
- W
- WNGA
- КНБ / CBN
- C
- CCGW
- CNGA
- D
- DCGW
- DNGA
- T
- TCGW
- TNGA
- V
- VBGW
- VNGA
- W
- WNGA
- ПКА / PCD
- C
- CPGW
- D
- DCGW
- DCMW
- W
- VCMW
- Канавка-Отрезка / Grooving-Parting
- L
- LCMF 13
- LCMF 16
- LCMF 20
- LCMR 13
- LCMR 16
- LFMX
- LFUX
- TN
- TN ..ER/L ...ZZ DIN 471 VNĚJŠÍ
- TN ..ER/L ...ZZ DIN 472 VNITŘNÍ
- TN ..ER/L-R VNĚJŠÍ
- TN ..NR/L-R VNIŘTNÍ
- Нарезание резьбы / Threading
- METRICKÝ 60° ISO 965/1–1980 PLNÝ PROFIL
- METRICKÝ 60° ISO 965/1–1980 PLNÝ PROFIL VNITŘNÍ
- METRICKÝ 60° ČÁSTEČNÝ PROFIL VNĚJŠÍ
- METRICKÝ 60° ČÁSTEČNÝ PROFIL VNITŘNÍ
- METRICKÝ 60° – S ČÁSTEČNÝ PROFIL VNĚJŠÍ
- METRICKÝ 60° – S ČÁSTEČNÝ PROFIL VNITŘNÍ
- WHITWORTH 55° ISO 228–1982 PLNÝ PROFIL VNĚJŠÍ
- WHITWORTH 55° ISO 228–1982 PLNÝ PROFIL VNITŘNÍ
- WHITWORTH 55° ISO 228–1982 ČÁSTEČNÝ PROFIL VNĚJŠÍ
- WHITWORTH 55° ISO 228–1982 ČÁSTEČNÝ PROFIL VNITŘNÍ
- RD 30° DIN 405–1981 PLNÝ PROFIL VNĚJŠÍ
- RD 30° DIN 405–1981 PLNÝ PROFIL VNITŘNÍ
- API PLNÝ PROFIL VNĚJŠÍ
- API PLNÝ PROFIL VNITŘNÍ
- TRAPÉZ 30° DIN 103–1977, ISO 2901/3–1977 PLNÝ PROFIL VNĚJŠÍ
- TRAPÉZ 30°DIN 103–1977, ISO 2901/3–1977 PLNÝ PROFIL VNITŘNÍ
- TRAPÉZ 30° S PLNÝ PROFI VNĚJŠÍ
- TRAPÉZ 30° S PLNÝ PROFIL VNITŘNÍ
- AMERICKÝ 60° SO 5864–1978, ANSI B1.1–1983 PLNÝ PROFIL VNĚJŠÍ
- AMERICKÝ 60° ISO 5864–1978, ANSI B1.1–1983 PLNÝ PROFIL VNITŘNÍ
- ACME 29° ANSI B1,5–1988 PLNÝ PROFIL VNĚJŠÍ
- ACME 29° ANSI B1,5–1988 PLNÝ PROFIL VNITŘNÍ
- BSP TISO 228/1 35 21 1959, ISO 7/1 PLNÝ PROFIL VNĚJŠÍ
- BSP TISO 228/1 35 21 1959, ISO 7/1PLNÝ PROFIL VNITŘNÍ
- NPT ANSI B1.1–1983 PLNÝ PROFIL VNĚJŠÍ
- NPT ANSI B1.1–1983PLNÝ PROFIL / FULL PROFILEVNITŘNÍ
- Техническая часть / Technical information
- ФРЕЗЕРОВАНИЕ / MILLING
- Фрезы / Cutters
- SHN06
- S45HN06
- S45HN09
- S45OD05D
- S45OD06D
- S45OE06Z
- SSE09
- S45SE09F
- S45SN12Z
- S57PN13
- C60HN09
- S60LN15C
- F60SB22X
- F60SB22X
- W60SP25P
- CSC
- C90SC
- SAD07D
- SAD11E
- S90AD11E
- SAD16E
- S90AD16E
- CAD15
- C90AD15
- SAP10D
- S90AP10D
- SAP16D
- S90AP16D
- SLN12
- S90LN12
- S90LN16
- S90LN16
- SSO09
- S90SO09
- S90SD12
- F90TB27X
- W90SP25P
- W90XO12
- J-SAD11E
- T-S90AD11E
- J-SAD16E
- T-S90AD16E
- J-CSD12X
- C90SD12X
- SLSN
- SSAP
- SSAP-A
- 2416-E
- S90SN
- S90SN-R
- S90CN(XN)
- S90CN(XN)-R
- SMORC
- B-SRD
- SCRD
- SCMORD
- SPD09
- S19PD09-C
- SZD
- SMOZD
- L2-SZP
- K3-CXP
- SRC-A
- K2-SRC
- K2-SLC
- SVC22C
- S90VC22C
- SSD09
- N-SSO09
- 2516
- 2636
- SxxXP
- SCC
- Пластины / Inserts
- A
- ADEW 12
- ADEX-FA
- ADEX 16-FM
- ADEX-HF
- ADKT 15
- ADKX 15
- ADMX 07
- ADMX 11
- ADMX 16
- APET 15
- APET 16-FA
- APEW 15
- APKT 10-FA
- APKT 10-M
- APKT 16
- C
- CCMX-TS1
- CNHQ 10
- CNM
- H
- HNEF 09
- HNGX 06
- HNGX 09
- HNMF 09
- L
- LC12-CH
- LC12-KP (KPF)
- LC12-RE
- LC12-RI
- LNET 16
- LNEX
- LNGU 12
- LNGU 16
- LNGX 12
- LNMU 16
- O
- ODEW 06
- ODMT
- ODMX 06
- OEHT 06
- OFKR 07-M
- P
- PDKT 09-FM
- PDKX 09-FM
- PDMW 09
- PDMX 09
- PNMQ 13
- PNMU 13-M
- R
- RC(F)
- RCMT
- RDET
- RDEW
- RDEX-12
- RDGT
- REHT 16
- RPET 12
- RPET 15-M
- RPEW 12
- RPEW 15
- RPEX-12
- S
- SBKX 22
- SBMR 22
- SCKR-F
- SDEW 09
- SDEX 09-74
- SDGX 12-FM
- SDMT 12
- SDMX 12-M
- SEEN
- SEER
- SEET 09
- SEET 12
- SEET 12-FA
- SEET 12-PM
- SEEW 12
- SEMT 09
- SFCN 12
- SNET
- SNGX 13
- SNHF-M
- SNHN
- SNHQ AZ
- SNHQ 12 TRL
- SNKT 12-M
- SNKX
- SNMT 12
- SNUN
- SOMT 09
- SPET 12 AD
- SPET 12 S
- SPEW 12 AD
- SPGN
- SPGN 25 DZSR
- SPKN EDE
- SPKN EDS
- SPKR
- SPKX
- SPUN
- SPUN S
- T
- TBMR 27
- TCMT 16-FM
- TNJF 12
- TPCN 16
- TPKN ER
- TPKN SR
- TPKR
- TPUN
- V
- VCGT 22-FA
- X
- XDHW
- XEHT 06
- XNGX
- XNHQ
- XOEN 12
- XOEN 12 NH
- XP-FM
- XPHT 16
- Z
- ZDCW
- ZDEW 12
- ZP
- Техническая часть / Technical information
- ОБРАБОТКА ОТ ВЕРСТИЙ / HOLE-MAKING
- Сверление / Drilling
- Цельные твердосплавные свёрла / Solid drills
- 303DS
- 303DS
- 303DS
- 303DS
- 303DA
- 303DA
- 303DA
- 303DA
- 303DA-M
- 303DA-M
- 303DA-M
- 303DA-M
- 305DA
- 305DA
- 305DA
- 305DA
- 305DA-M
- 305DA-M
- 305DA-M
- 305DA-M
- 308FA
- 308FA
- 308FA
- 303TA
- 303TA
- 301CS P90
- Сверла с механическим креплением пластин / Indexable drills
- 802D
- 803D
- 804D
- 805D
- EP
- Пластины / Inserts
- SCET
- XPET
- WCMT
- WCMX
- Техническая часть / Technical information
- Растачивание / Boring
- Головки / Heads
- Черновaя обработкa / Roughing
- D75
- D75-C
- D75-BB
- D90
- D90-C
- D90-BB
- Чистовaя обработка / Finishing
- A75
- A75-C
- A75-BB
- A90
- A90-C
- A90-BB
- Микро / Micro
- MIKRO HLAVA / MICRO HEAD
- Расточные оправки / Boring bars
- ОПРАВКИ / BARS
- ОПРАВКИ / BARS A 042
- Картриджи / Cartridges
- КАРТРИДЖИ / CARTRIDGES
- Фасок головы / Chamfering heads
- Базовые держатели / Arbors
- DIN 69871
- MAS BT
- HSK
- DIN 2080
- MORSE
- DIN 1835 - WELDON
- УДЛИНИТЕЛИ / EXTENSIONS
- ПЕРЕХОДНИКИ / REDUCERS
- АДАПТЕРИ / ADAPTOR
- Расточные комплекты / Boring kits
- BS 54 KIT RC 8-100
- BS 54 KIT RC 8-170
- BS 54 KIT RC 8-210
- BS 54 KIT TC 8-043
- BS 54 KIT TC 8-100
- BS 54 KIT TC 8-170
- BS 54 KIT TC 8-210
- Техническая часть / Technical information
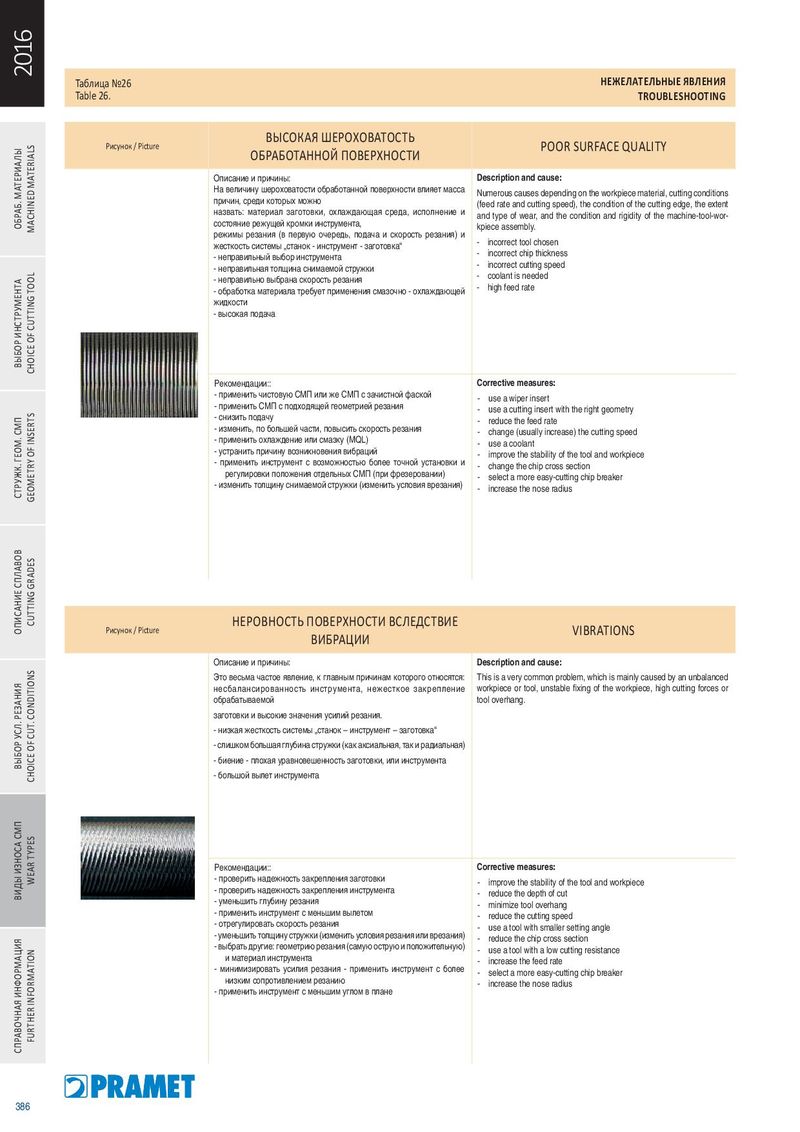
2016 Таблица №26 НЕЖЕЛАТЕЛЬНЫЕ ЯВЛЕНИЯ Table 26. TROUBLESHOOTING ВЫСОКАЯ ШЕРОХОВАТОСТЬ Рисунок / Picture POOR SURFACE QUALITY ОБРАБОТАННОЙ ПОВЕРХНОСТИ Описание и причины: Description and cause: На величину шероховатости обработанной поверхности влияет масса Numerous causes depending on the workpiece material, cutting conditions причин, среди которых можно (feed rate and cutting speed), the condition of the cutting edge, the extent назвать: материал заготовки, охлаждающая среда, исполнение и and type of wear, and the condition and rigidity of the machine-tool-wor- ОБРАБ. МАТЕРИА ЛЫ состояние режущей кромки инструмента, MACHINED MATERIALS kpiece assembly. режимы резания (в первую очередь, подача и скорость резания) и жесткость системы „станок - инструмент - заготовка“ - incorrect tool chosen - неправильный выбор инструмента - incorrect chip thickness - неправильная толщина снимаемой стружки - incorrect cutting speed - неправильно выбрана скорость резания - coolant is needed - обработка материала требует применения смазочно - охлаждающей - high feed rate жидкости - высокая подача ВЫБОР ИНСТРУМЕНТА CHOICE OF CUT TING TOOL Рекомендации:: Corrective measures: - применить чистовую СМП или же СМП с зачистной фаской - use a wiper insert - применить СМП с подходящей геометрией резания - use a cutting insert with the right geometry - снизить подачу - reduce the feed rate - изменить, по большей части, повысить скорость резания - change (usually increase) the cutting speed - применить охлаждение или смазку (MQL) - use a coolant - устранить причину возникновения вибраций - improve the stability of the tool and workpiece - применить инструмент с возможностью более точной установки и - change the chip cross section регулировки положения отдельных СМП (при фрезеровании) - select a more easy-cutting chip breaker - изменить толщину снимаемой стружки (изменить условия врезания) - increase the nose radius С ТРУЖК. ГЕОМ. СМП GEOMETRY OF INSERTS CUT TING GR ADES НЕРОВНОСТЬ ПОВЕРХНОСТИ ВСЛЕДСТВИЕ ОПИСАНИЕ СПЛАВОВ Рисунок / Picture VIBRATIONS ВИБРАЦИИ Описание и причины: Description and cause: Это весьма частое явление, к главным причинам которого относятся: This is a very common problem, which is mainly caused by an unbalanced несбалансированность инструмента, нежесткое закрепление workpiece or tool, unstable fixing of the workpiece, high cutting forces or обрабатываемой tool overhang. заготовки и высокие значения усилий резания. - низкая жесткость системы „станок – инструмент – заготовка“ - слишком большая глубина стружки (как аксиальная, так и радиальная) - биение - плохая уравновешенность заготовки, или инструмента ВЫБОР УС Л. РЕЗАНИЯ CHOICE OF CUT. CONDITIONS - большой вылет инструмента Рекомендации:: Corrective measures: WEAR T YPES - проверить надежность закрепления заготовки - improve the stability of the tool and workpiece - проверить надежность закрепления инструмента ВИДЫ ИЗНОС А СМП - reduce the depth of cut - уменьшить глубину резания - minimize tool overhang - применить инструмент с меньшим вылетом - reduce the cutting speed - отрегулировать скорость резания - use a tool with smaller setting angle - уменьшить толщину стружки (изменить условия резания или врезания) - reduce the chip cross section - выбрать другие: геометрию резания (самую острую и положительную) - use a tool with a low cutting resistance и материал инструмента - increase the feed rate - минимизировать усилия резания - применить инструмент с более - select a more easy-cutting chip breaker низким сопротивлением резанию - increase the nose radius - применить инструмент с меньшим углом в плане FURTHER INFORMATION СПРАВОЧНАЯ ИНФОРМАЦИЯ 386